
















 195 / 460
195 / 460

Актуальные проблемы в машиностроении. 2015. №2
Инновационные технологии
в машиностроении
____________________________________________________________________
195
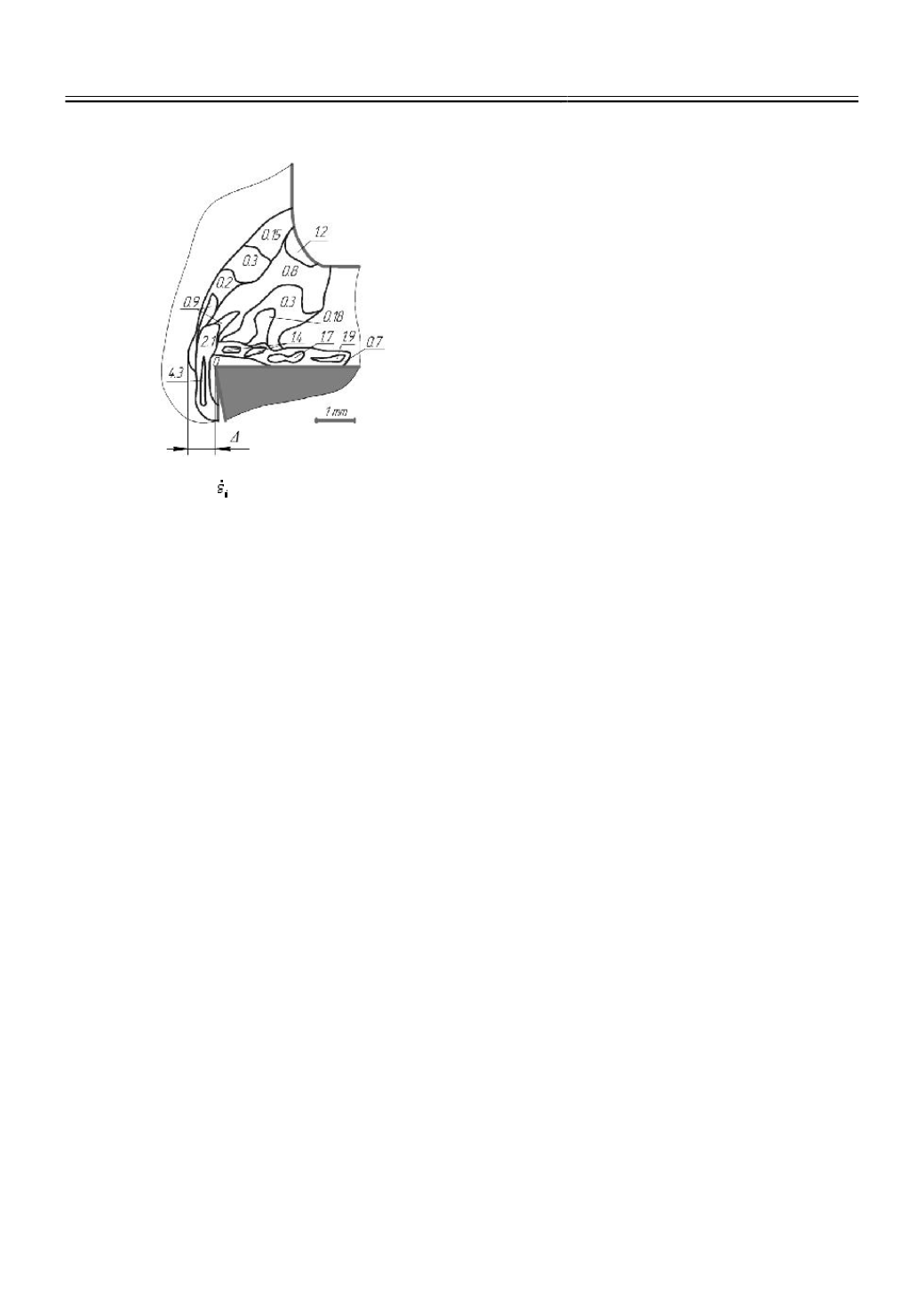
Из построенных топограмм видно, что
в зоне стружкообразования происходят
процессы с различной интенсивностью
протекания. Этот факт подтверждает наличие
анизотропности в исследуемом процессе.
Более подробный анализ полученной
топограммы интенсивности скорости (рис. 5)
деформации показывает, что по мере
перемещения по левой границе зоны
стружкообразования значения интенсивностей
постепенно увеличиваются и достигают
наибольших
значений
на
участке,
примыкающем к задней поверхности резца.
Также по мере перемещения по линии
перехода от свободной поверхности к стружке
значение интенсивности практически не
меняется и образует замкнутую область.
Также данная топограмма позволяет выделить
область вторичных деформаций, в которой
сформирован прирезцовй слой. В этой области значения могут быть отрицательными, что
связано с уширением стружки во время поперечной деформации.
Выводы
Полученные данные хорошо согласуются с данными профессора Куфарева
Г.Л., представленными в работе [6], которые экспериментально получены при
схожих условиях. Например, наличие уровень значений скорости деформации в
прирезцовом слое стружки.
Полученная топограмма интенсивности скорости деформации качественно
соответствует форме зоны пластичности, установленной экспериментально по
микрофотографиям корней сливной стружки [5].
Переход к расчету напряженно-деформированного состояния возможен если
учесть диаграмму напряжений обрабатываемого материала при растяжении -сжатии.
Но следует учесть, что в процессе пластической деформации большинство
обрабатываемых материалов испытывают упрочнение и при достижении предела
текучести и переходе в пластическое состояние с дальнейшим увеличением степени
деформации увеличивается напряжение, требуемое для деформирования. Это
явление приводит к изменению физико-механических свойств материала стружки и
обработанной поверхности (наклеп поверхностного слоя) по сравнению с остальным
материалом заготовки. С другой стороны пластическая деформация, как и трение,
относится к термоактивным процессам, которые сопровождаются образованием
тепла в зоне полей скольжения и на трущихся площадках. При нагреве происходит
разупрочнение обрабатываемого материала.
Направлением дальнейших работы должно стать исследование влияния
скоростей деформации на напряжения в зоне стружкообразования при точении
основных конструкционных материалов со скоростями близкими к реальному
производству.
Рис. 5.
Топограмма интенсивности скорости
деформации в зоне стружкообразования
при резании меди М1 со скоростью
V
= 13
мм/мин