
















 193 / 460
193 / 460

Актуальные проблемы в машиностроении. 2015. №2
Инновационные технологии
в машиностроении
____________________________________________________________________
193
в канавку заготовки на заданную глубину резания. Асинхронный двигатель переменного
тока вращал червячный двухступенчатый редуктор и обеспечивал вращение планшайбы.
Оптическая система состояла из монохроматической цифровой видеокамеры 3 и
лазерного модуля с коллиматором 4. Настройку оптической системы нужно было произвести
таким образом, чтобы боковая поверхность исследуемого образца находилась в предметной
плоскости видеокамеры. Зону резания освещали когерентным монохроматическим
излучением лазерного модуля с коллиматором. С целью исключения оптических помех и
получения более точных результатов необходимо было исключить наличие поверхностей,
отражающих лазерный свет. Поэтому на боковых сторонах заготовки и резца
предварительно готовили матовую поверхность. Также все поверхности установки, которые
имели металлический блеск, закрывались черной бумагой.
В процессе резания зона стружкообразования, подсвеченная лазером, фиксировалась
цифровой монохроматической камерой с частотой 25
кадров в секунду и передавалась на персональный
компьютер. Это позволило сформировать на цифровых
изображениях опорные точки с определенным
размером,
зависящим
от
матрицы
цифровой
видеокамеры, и разной контрастностью.
Фрагменты
видеозаписи
разбивались
на
последовательные кадры, которые затем делились на
ячейки с выбранным шагом координатной сетки в
пределах от 80 мкм до 960 мкм. При сравнении двух
последовательных
кадров
определялся
вектор
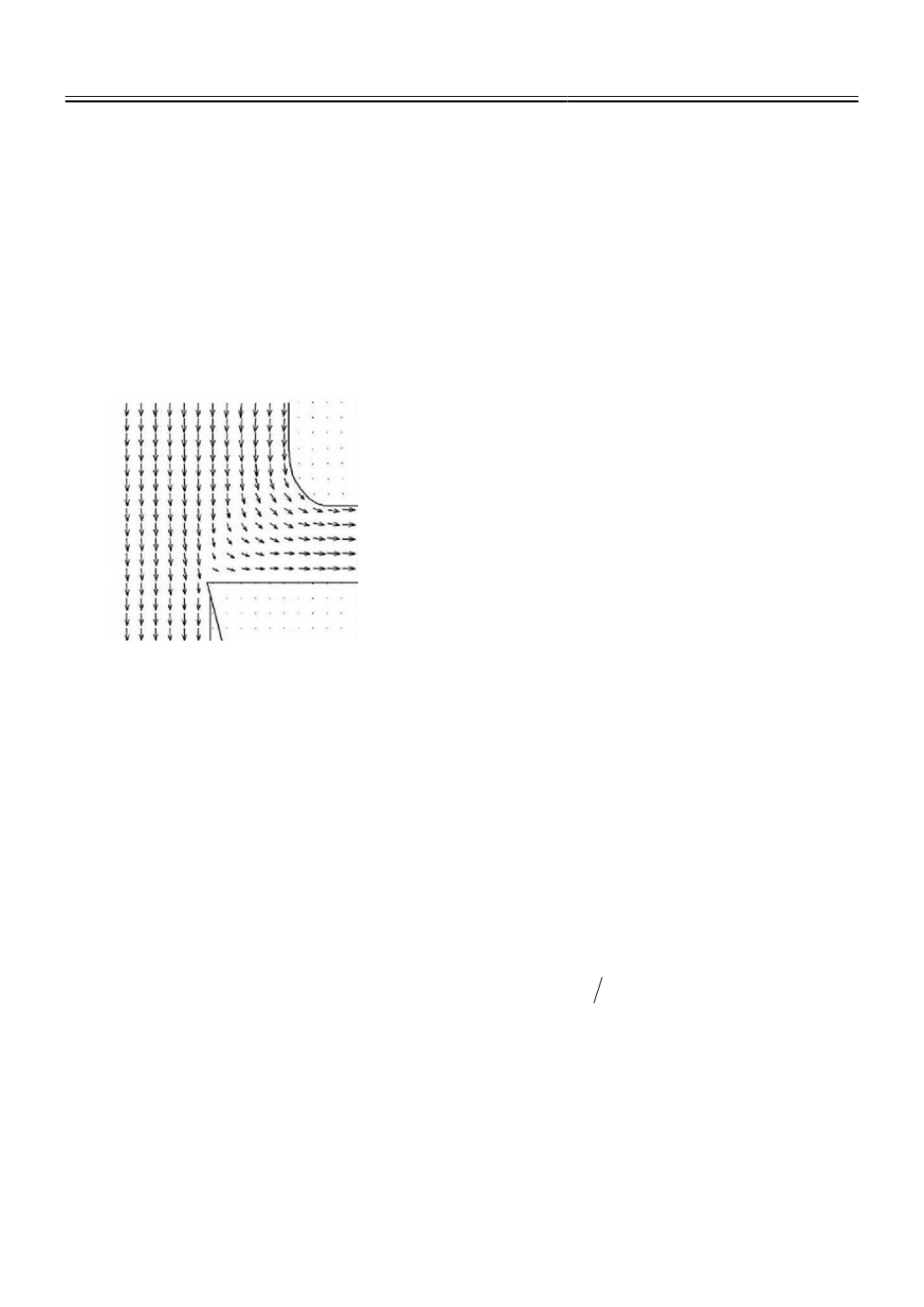
перемещения для каждой элементарной точки, после
чего формировалось векторное поле деформации в
исследуемой области (см. Рис. 2).
Результаты и обсуждение
С целью количественного определения величин деформации при резании металлов
способ цифровой корреляционной спекл-интерферометрии был опробован при свободном
точении медных дисков на микроскоростях (
V
= 13 мм/мин).
В результате корреляционного анализа фрагментов видеозаписи эксперимента с
помощью специального программного модуля были сформированы матрицы значений
смещения каждой точки фрагментов с выбранным шагом в направлении координатных осей
о
z –
вертикальная ось и о
y –
горизонтальная.
На основе полученного поля смещений определялись значения суммарных векторов
перемещения
s i
V
и его поворот W
i
в декартовой системе координат.
s i
V =U +V
i
i
;
W =arctg( U V )
i
i
i
(1)
где
U
i и
V
i – проекции вектора перемещения вдоль координатных осей z и
y
соответственно.
На рис. 3 а цифрами обозначены величины значения суммарных перемещений в мкм
для выполненного опыта. На рис. 3 б показана топограмма распределения областей, в
которых происходит изменение угла поворота векторов перемещения можно определить
направления движения материала в зоне стружкообразования.
С учетом того, что временной интервал между двумя последовательными кадрами
известен, то для топограммы полей смещений на рис. 3а, можно определить скорости
Рис. 2.
Векторное поле деформации