
















 204 / 460
204 / 460

Actual Problems in Machine Building. 2015. N 2
Technological Equipment, Machining
Attachments and Instruments
____________________________________________________________________
204
кости (0,512 мм), то очевидно, что поиск рациональной компоновки паллеты требует новых
конструкторских решений.
Наименьшее значение собственной частоты паллеты с толщиной стенки 23 мм со-
ставляет 88,18 Гц, что значительно выше допускаемой собственной частоты 10,8 Гц (опре-
деляется наибольшей частотой вращения шпинделя 500 мин
-1
с отстройкой от резонанса 30
%). Следовательно, при снижении массы паллеты отсутствует возможность появления резо-
нанса в процессе обработки. Полученные напряжения не превышают 25 МПа, что значи-
тельно меньше рекомендуемых допускаемых напряжений
160
МПа (сталь Ст 3) [2].
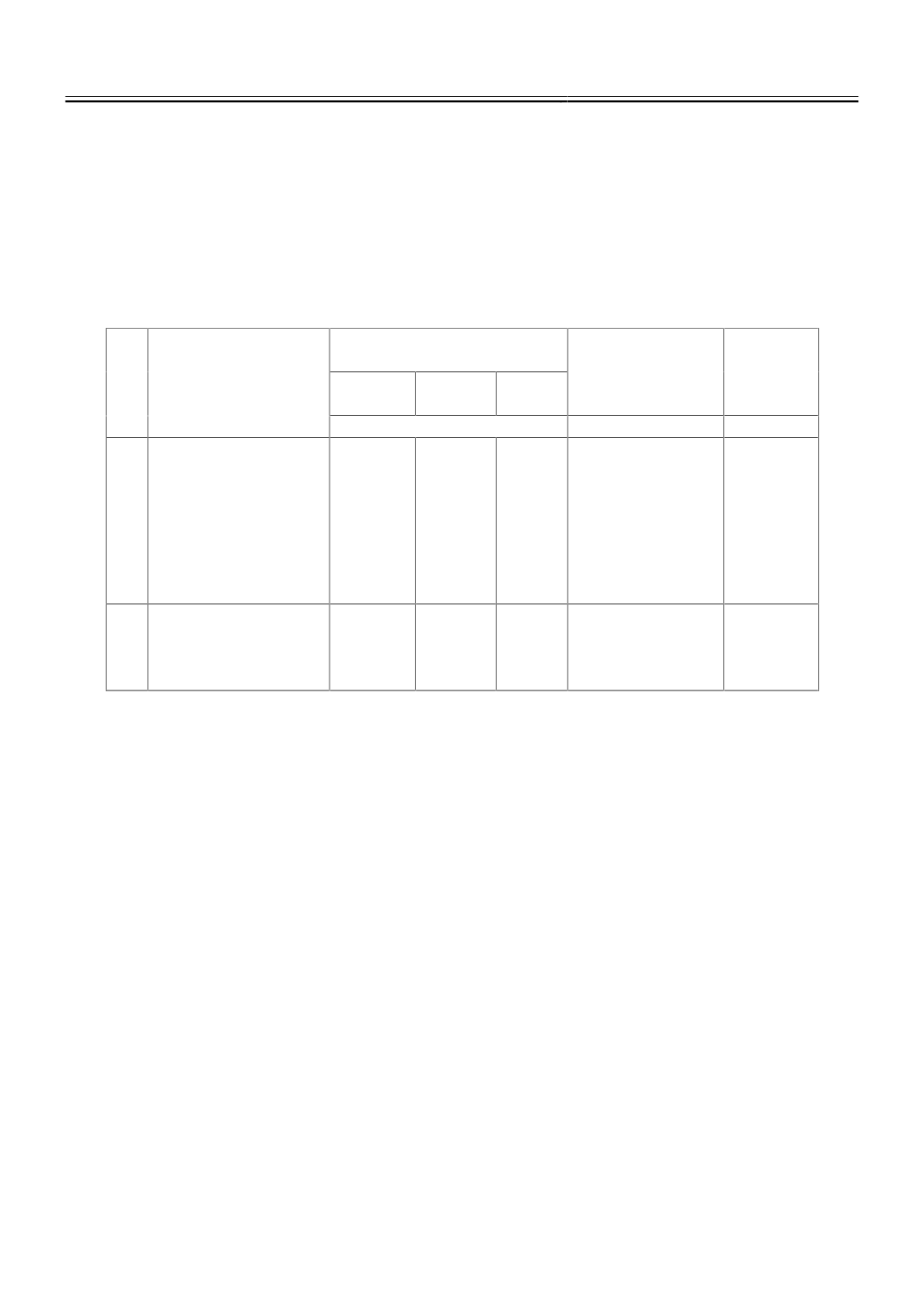
№
пп.
Модель
нагружения
Толщина элементов
паллеты
Перемещение
наибольшее
(вертикальное)
Масса
паллеты
верхней
плиты стенок ребра
мм
мм
т
1 Без учёта жёсткости
обрабатываемой де-
тали:
- нагрузка без экс-
центриситета
- нагрузка с эксцен-
триситетом
29,0 [1] 36,3 [1] 70[1]
0,415
0,512
24,59
24,59
2 Учёт жёсткости об-
рабатываемой дета-
ли (нагрузка с экс-
центриситетом)
29,0
23,0
36,3
23,0
70
70
0,211
0,289
24,59
19,11
Выводы
1. Учёт жёсткости обрабатываемой детали на основе условной детали минимальной
жёсткости приводит к существенному снижению перемещений и массы паллеты.
2. Реальные обрабатываемые детали имеют различные элементы, увеличивающие их
жёсткость (перегородки, ребра жесткости, замкнутые контура и др.) и, следовательно, увели-
чивающие жёсткость системы паллета – обрабатываемая деталь. Однако вследствие большо-
го разнообразия компоновок обрабатываемых деталей и, следовательно, разной жёсткости их
поперечного сечения, целесообразно проводить расчёт с использованием более простой
представительской (условной) детали минимальной жёсткости для известной номенклатуры
деталей с целью получения более рациональных конструкций элементов стола. Избыточная
жёсткость реальных деталей по сравнению с жёсткостью представительской детали идёт в
запас жёсткости несущей системы стола.
Список литературы
1.
Атапин В.Г
. Оптимизация несущей системы стола тяжёлого многоцелевого станка
// Обработка металлов. – 2006. – № 4 (33). – С. 30 – 32.
2.
Атапин В.Г., Пель А.Н., Темников А.И.
Сопротивление материалов. Базовый курс.
Дополнительные главы: учебник. – Новосибирск: Изд-во НГТУ, 2011. – 508 с.
3.
Пуш В.Э
. Конструирование металлорежущих станков. – М.: Машиностроение. 1977.
– 390 с.