
















 203 / 460
203 / 460

Актуальные проблемы в машиностроении. 2015. №2
Технологическое оборудование,
оснастка и инструменты
____________________________________________________________________
203
тым прямоугольным и стержневым (рёбра) конеч-
ными элементами.
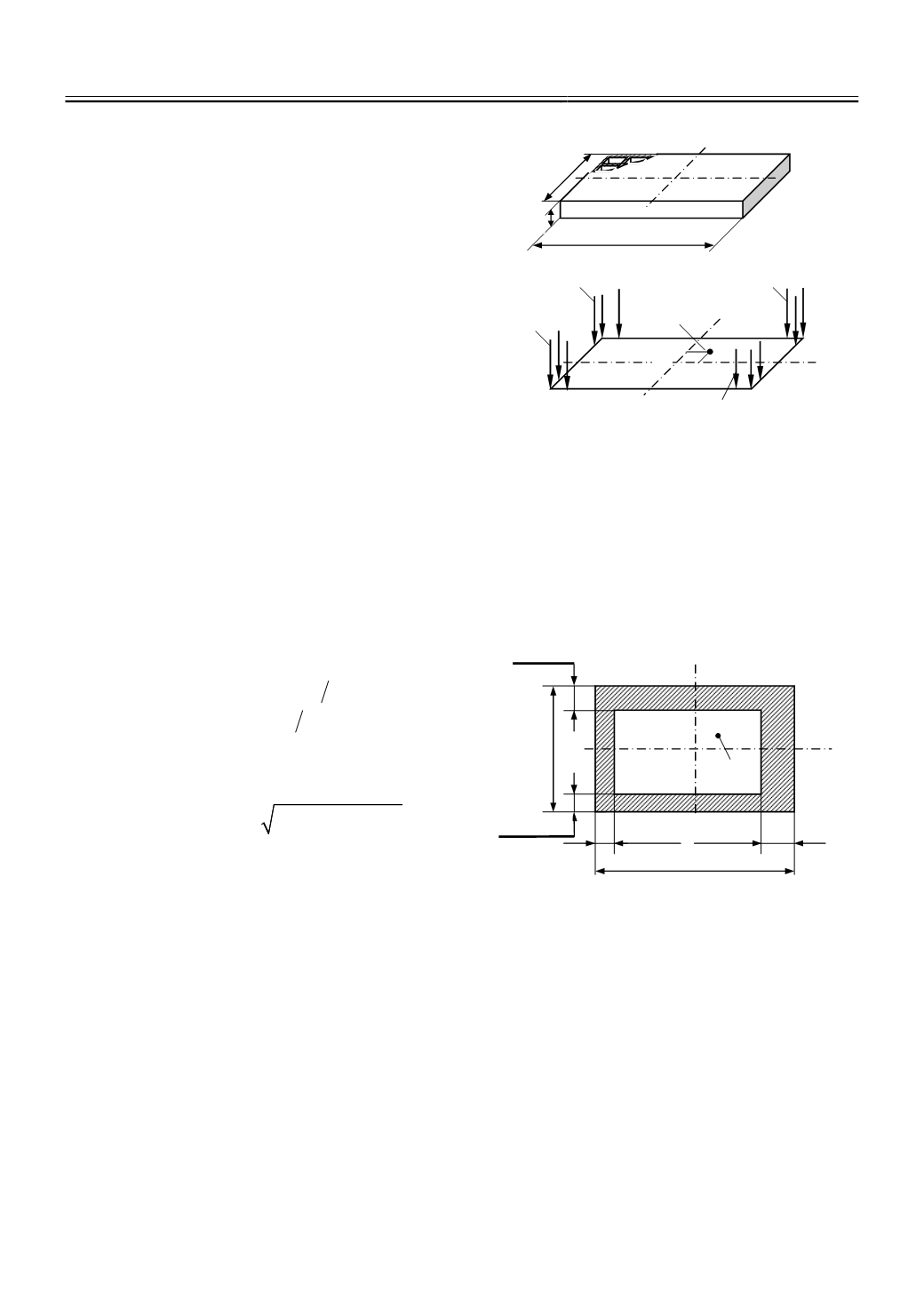
2. Внешней нагрузкой являются собственный
вес паллеты и вес обрабатываемой детали (
F =
2000
кН).
3. Центр тяжести детали
A
смещен в плоско-
сти
xy
относительно оси поворота стола на 1/20 дли-
ны и 1/30 ширины паллеты (рис. 2).
Основной нагрузкой для паллеты является
вес обрабатываемой детали. В этом случае силы
F
i
(
i
= 1,…,4) рассчитываются по формуле, полученной
методами сопротивления материалов [2]:
1/ 4 1 / / 2 / / 2
i
F
F x L y B
.
Далее отдельная сила
F
i
распределяется рав-
номерно между тремя угловыми точками, являющи-
мися узлами конечноэлементной сетки (рис.2).
При учете собственной жёсткости обрабатываемой детали принимается, что деталь
жестко закрепляется в угловых зонах паллеты в трех точках (рис. 2, места приложения сил),
что обеспечивает эквивалентность схем нагружения для двух рассматриваемых случаев – без
учета и с учетом жёсткости обрабатываемой детали. Для оценки совместной работы системы
паллета – обрабатываемая деталь нами предлагается использовать условную корпусную де-
таль минимальной жёсткости (без перегородок, ребер жёсткости, замкнутых внутренних
контуров и др.) c расчетным весом 2000 кН и поперечным сечением, обеспечивающим за-
данный эксцентриситет центра тяжести
А
(
x,y
) с
координатами (рис. 3):
/ 20 5,6 20 0, 28
x L
м,
/ 30 3,6 30 0,12
y B
м.
Для всех расчетов учитывалось ограниче-
ние на толщину стенок и ребер паллеты по ли-
тейным условиям согласно формуле [3]:
min
10 2
/ 3
t
L B H
, мм,
где
L, B, H
– габаритные размеры конструкции
(м). Для заданной паллеты минимальная тол-
щина стенки составляет
t
min
= 23 мм.
Результаты и обсуждение
Расчёты проведены в среде программного комплекса APM WinMachine (версия 7.0) ме-
тодом конечных элементов для:
1) паллеты с оптимальными размерами [1],
2) паллеты с толщиной стенки корпуса 23 мм (с ограничениями по литейным услови-
ям).
Результаты расчетов, приведенные в таблице, показывают, что жёсткость обрабатывае-
мой детали существенно влияет на жёсткость паллеты и, следовательно, несущей системы
стола в целом – имеет место снижение перемещений (на 43,6 %) и массы (на 22,3 %) палле-
ты. В связи с тем, что толщины элементов достигли ограничений по литейным условиям, а
перемещение 0,289 мм существенно меньше, чем для оптимальной паллеты заданной жёст-
0,182 м
0,189 м
0,226 м
0,220 м
3,6 м
5,6 м
х
y
А
(
x,y
)
Рис. 3
. Поперечное сечение
обрабатываемой корпусной детали
Рис. 2
. Паллета и схема
нагружения ее поверхности
L
В
Н
F
1
/3
F
2
/3
F
3
/3
F
4
/3
x
y
A
(
x,y
)
C