
















 129 / 460
129 / 460

Актуальные проблемы в машиностроении. 2015. №2
Инновационные технологии
в машиностроении
____________________________________________________________________
129
o
K
– общий квалиметрический показатель изделия, квашт. (квакг.).
Трудоемкость изготовления детали определяется по формуле:
,
)
(
1
1
m
i
n
l
j
i
q o
KT
p TK T
(12)
где
o
K
– общий квалиметрический показатель изделия, квашт. (квакг.);
q
T
–нормативная
удельная трудоемкость определяемая по таблицам [4], нормо-час;
i
p
– нормативный
коэффициент соотношения трудоемкости по видам выполняемых технологических
операций, который определяется таблично[4]; i – количество выполняемых технологических
операций;
n
K
–поправочный коэффициент на число деталей в партии;
T
-
трудоемкость
операций, вводимых дополнительно по сравнению с предусмотренными технологическими
операциями в соответствии с [3]; j – количество технологических операций, вводимых
дополнительно по сравнению с предусмотренными технологическими операциями.
Вышеприведенную формулу можно использовать и при определении трудоемкости по
видам технологических операций.
Результаты и обсуждение
Методика
определения
прогнозной
трудоемкости
изделий
на
основе
квалиметрического анализа деталей прошла апробацию на примере деталей типа валов.
По результатам расчета 18 деталей были внесены коррективы в нормативы удельной
трудоемкости. Для рассматриваемых деталей валы проведены экспертные оценки расчетной
трудоемкости
по
предложенной
методике
и
расчетной
трудоемкости
по
общемашиностроительным нормативам. По их результатам приняты нормативы удельной
трудоемкости на одну квалиштуку по классу деталей 71(тела вращения типа валов) в
зависимости от исходной заготовки (таблица 1).
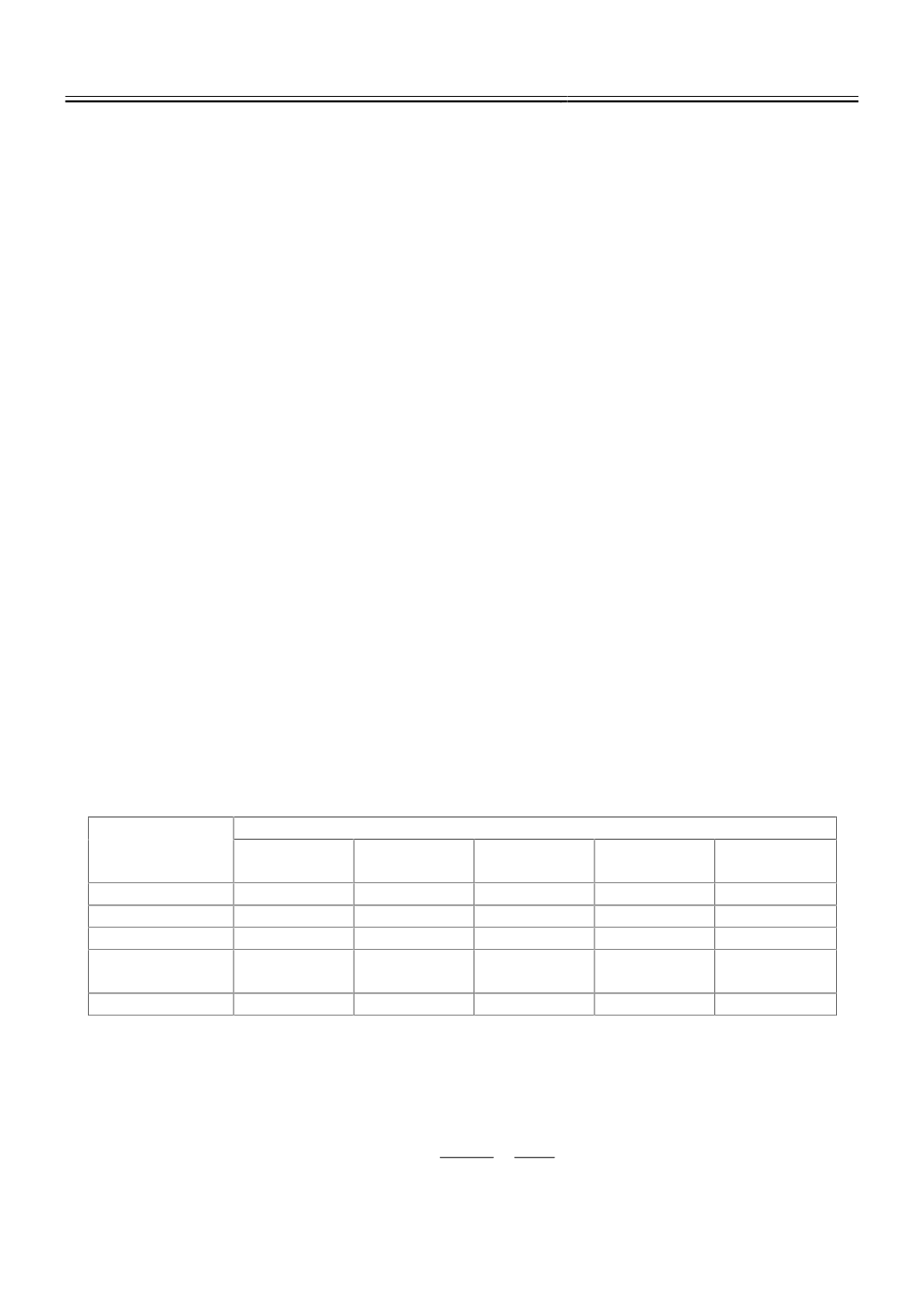
Таблица 1
Нормативы удельной трудоемкости изготовления деталей в условиях экспериментального
производства
Код по
классификатору
ЕСКД
Удельная трудоемкость, нормо-часы на одну квашт. при изготовлении из
проката
трубы
поковки
штамповки
отливки листового
проката
…
711210
0,86
0,54
0,78
0,72
0,96
713110; 713210
0,40
0,25
0,37
0,34
0,45
711120; 711230;
713220
4,0
2,5
3,5
3,40
4,44
…
1,14
0,71
1,04
0,76
1,27
Анализ данных предварительного расчета трудоемкости, приведенных в таблице 2
показывает, что соотношение расчетной трудоемкости по общемашиностроительным
нормативам (
. .
но
T
) к трудоемкости, рассчитанной на основе квалиметрического подхода
(
. .
пк
T
), составляет:
. 12,1
2152
2416
. .
. .
пк
но
T
T
T
(13)