
















 134 / 460
134 / 460

Actual Problems in Machine Building. 2015. N 2
Innovative Technologies
in Mechanical Engineering
____________________________________________________________________
134
Положительное влияние развитого контактного скольжения металла существенно
возрастает при одновременном вращении выталкивателя (дна матрицы) и перемещением
матрицы в направлении (S) течения металла в стенку изделия со скоростью, большей
скорости течения металла.
Наибольший эффект при производстве тонкостенных изделий дает выполнение на
торце выталкивателя радиально расположенных впадин с глубиной, уменьшающейся по
направлению к центру [2] (рис. 4).
Перед подачей заготовки в полость матрицы 2 на торец выталкивателя 3 наносится
технологическая смазка. В процессе деформации металла пуансоном 1 при вращательном
движении выталкивателя 4 (дна матрицы 2) радиально расположенные волны б (торца а)
вызывают принудительное перемещение металла в стенки изделия 3 особенно из углов
матрицы, где обычно создаются застойные зоны. Улучшение силовых и кинематических
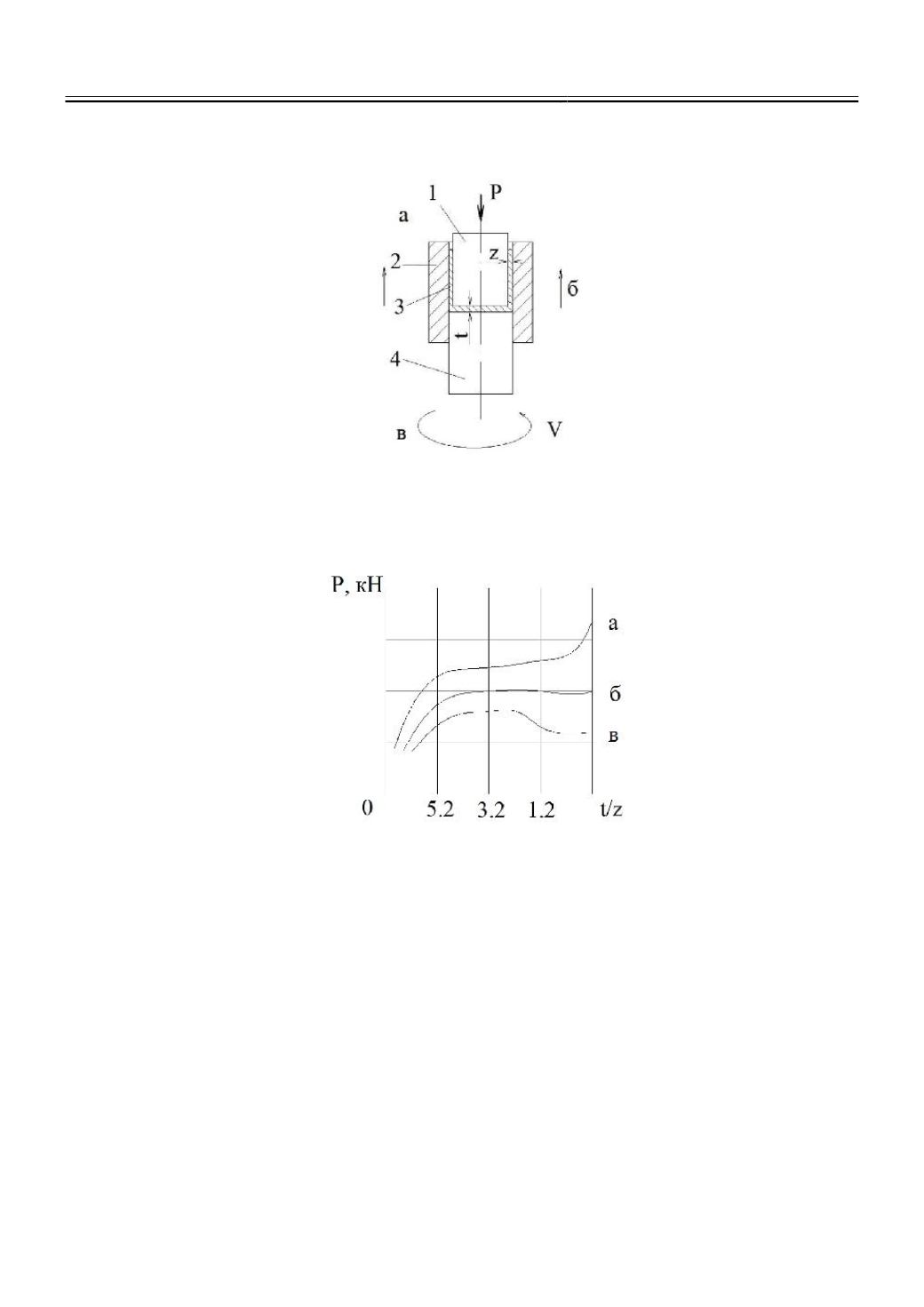
Рис. 2.
Схемы активизации контактных сил трения: 1 – пуансон; 2 – матрица; 3 – изделие; 4 –
выталкиватель; а – схема выдавливания без активизации сил трения; б – с перемещением (S)
матрицы 2; в – с вращением (V) выталкивателя 4 (вращение дна матрицы)
Рис. 3.
Влияние активизации сил трения на усилие штамповки: а – без активизации сил
трения; б – с перемещением (S) матрицы; в – с вращением (V) выталкивателя (дна
матрицы) (см. рис. 2)