
















 133 / 460
133 / 460

Актуальные проблемы в машиностроении. 2015. №2
Инновационные технологии
в машиностроении
____________________________________________________________________
133
Теория и методы
Как известно [1], взаимосвязь кинематических и силовых условий на контактных
поверхностях и в объеме очага деформации при плоском деформировании качественно
описывается выражением:
,
(1)
где А, А
1
и А
2
– соответственно полная работа деформации, работа внутренних
сопротивлений и работа сил контактного трения;
– напряжение сдвига; Г – интенсивность
деформации сдвига;
– касательные напряжения трения;
– контактное скольжение
металла по оси Х; S – контактные поверхности заготовки; R – радиус контактной
поверхности заготовки.
При плоской осесимметричной деформации в условиях торможения контактных
смещений с учетом равенств
;
имеем:
,
(2)
где и - относительная линейная деформация соответственно вдоль осей Х и Z;
–
полная сдвиговая деформация.
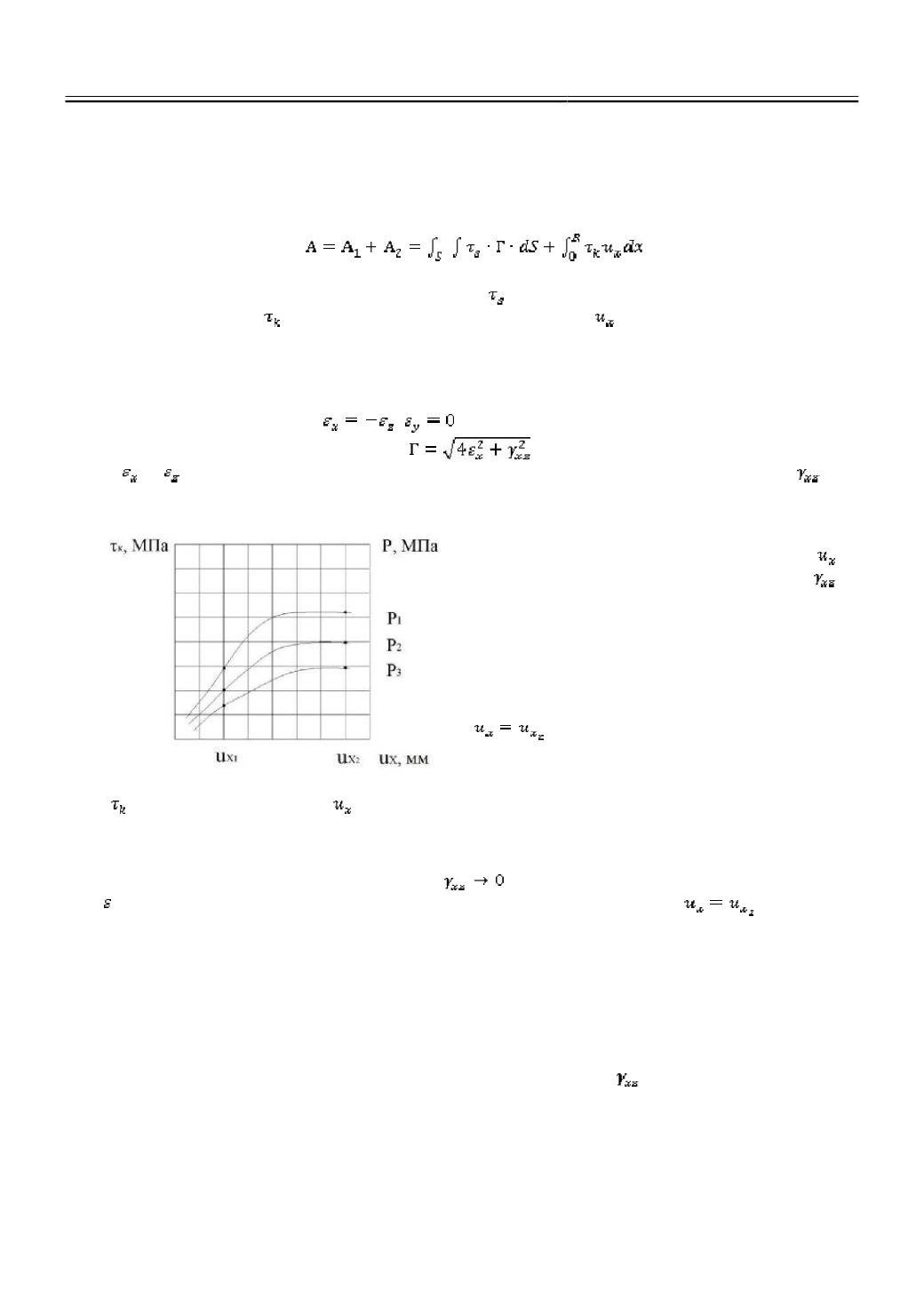
Из выражений (1) и (2) следует, что
при малом контактном скольжении
металла
сдвиговая
деформация
существенно увеличивает интенсивность
деформации сдвига, что обуславливает
неравномерность деформации в объеме
металла и рост работы внутренних
сопротивлений
А
1
.
Одновременно
уменьшается работа сил трения А
2
(рис. 1;
).
Согласно
принципу
минимума
полной энергии деформации в объеме
металла и на контактных поверхностях
заготовки осуществляется такая кинематика
течения металла, при которой А
1
+ А
2
= А
min
.
Поэтому
при
развитом
контактном
скольжении металла сдвиговая деформация
, а интенсивность деформаций сдвига Г ≈
2 , что соответствует равномерной деформации в объеме металла (рис. 1;
).
Эти положения реализованы, например, при обратном выдавливании тонкостенных
стаканов (рис. 2) [2].
Качественная зависимость деформирующего усилия от схемы активизации
контактных сил трения и степени утонения дна изделия (t/z; z – толщина стенки стакана)
представлена на рисунке 3.
В результате активизации контактных скольжений на дне матрицы посредством
вращения выталкивателя деформирующее усилие может быть снижено до 18%. При этом за
счет существенного уменьшения сдвиговой деформации
и интенсивности Г
(соответственно и работы А
1
) возможно значительное утонение дна стакана, что позволяет
сократить расход штампуемого металла, в том числе объем избытка металла, и получать
тонкостенные изделия в виде металлических оболочек.
Рис. 1.
Зависимость касательных напряжений
( ) от контактных смещений ( ) и давлений
(
Р
)