
















 135 / 460
135 / 460

Актуальные проблемы в машиностроении. 2015. №2
Инновационные технологии
в машиностроении
____________________________________________________________________
135
условий процесса за счет активизации контактных скольжений и смещения объемов металла
повышает ресурс пластичности металла и качество изделий.
Выводы
1. В результате активизации контактных сил трения при выдавливании тонкостенных
изделий типа стакана посредством вращения выталкивателя (дна матрицы)
интенсифицируется течение металла в очаге деформации и существенно снижается
неравномерность деформации, что позволяет получать тонкостенные металлические
оболочки повышенного качества.
2. Наибольший эффект дает использование выталкивателя, на торце которого
выполнены радиально расположенные впадины. В этом случае при вращении выталкивателя
наряду с активизацией контактных сил трения металл из очага деформации принудительно
проталкивается в стенку изделия, что позволяет минимизировать их толщину.
Список литературы
1 Тарновский И.Я. Контактные напряжения при пластической деформации / И.Я.
Тарновский А.Н. Леванов, М.И. Поксеваткин. – М.: Металлургия. – 1966. – 220 с.
2 А.С. №677800 СССР. Штамп для выдавливания полых деталей / М.И. Поксеваткин,
М.А. Седешев. Опубл. 1979. Бюл. №29.
3 А.С. №969408 СССР. Штамп для выдавливания полых деталей / М.И. Поксеваткин,
Опубл. 1980. Бюл. №40.
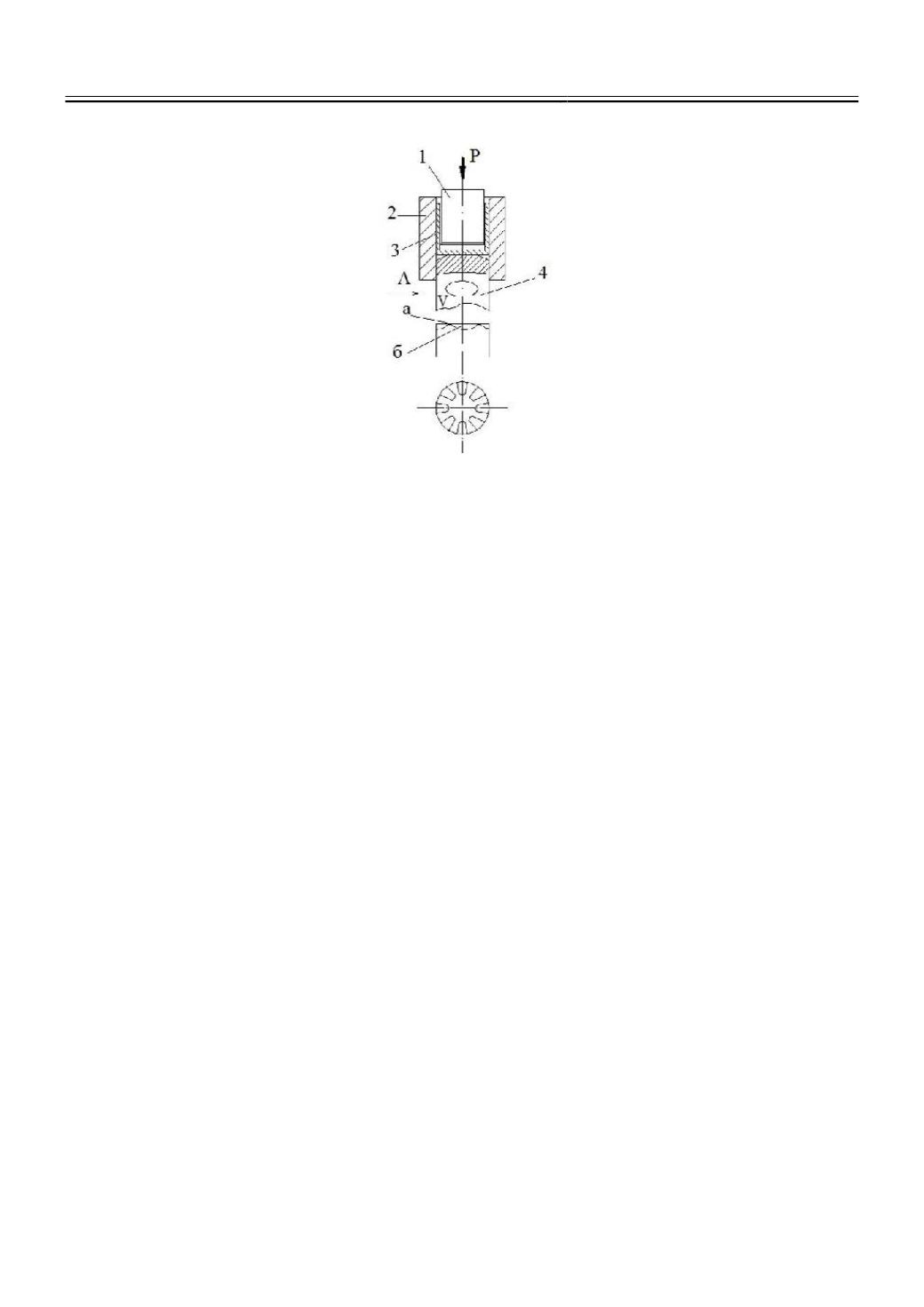
Рис. 4.
Схема штамповки выдавливанием с волновой поверхностью торца вращаемого
выталкивателя: 1 – пуансон; 2 – матрица; 3 – изделие; 4 – выталкиватель: а – волнообразный
торец выталкивателя; б – радиальная волнообразная впадина