
















 123 / 460
123 / 460

Актуальные проблемы в машиностроении. 2015. №2
Инновационные технологии
в машиностроении
____________________________________________________________________
123
В ходе экспериментальных исследований, при
которых были выбраны следующие варьируемые
технологические параметры: температура электролита
(от 50 до 70°С), частота вращения изделия (от 50 до
500 об/мин), при рабочей плотности тока равной 50
А/дм
2
[3].
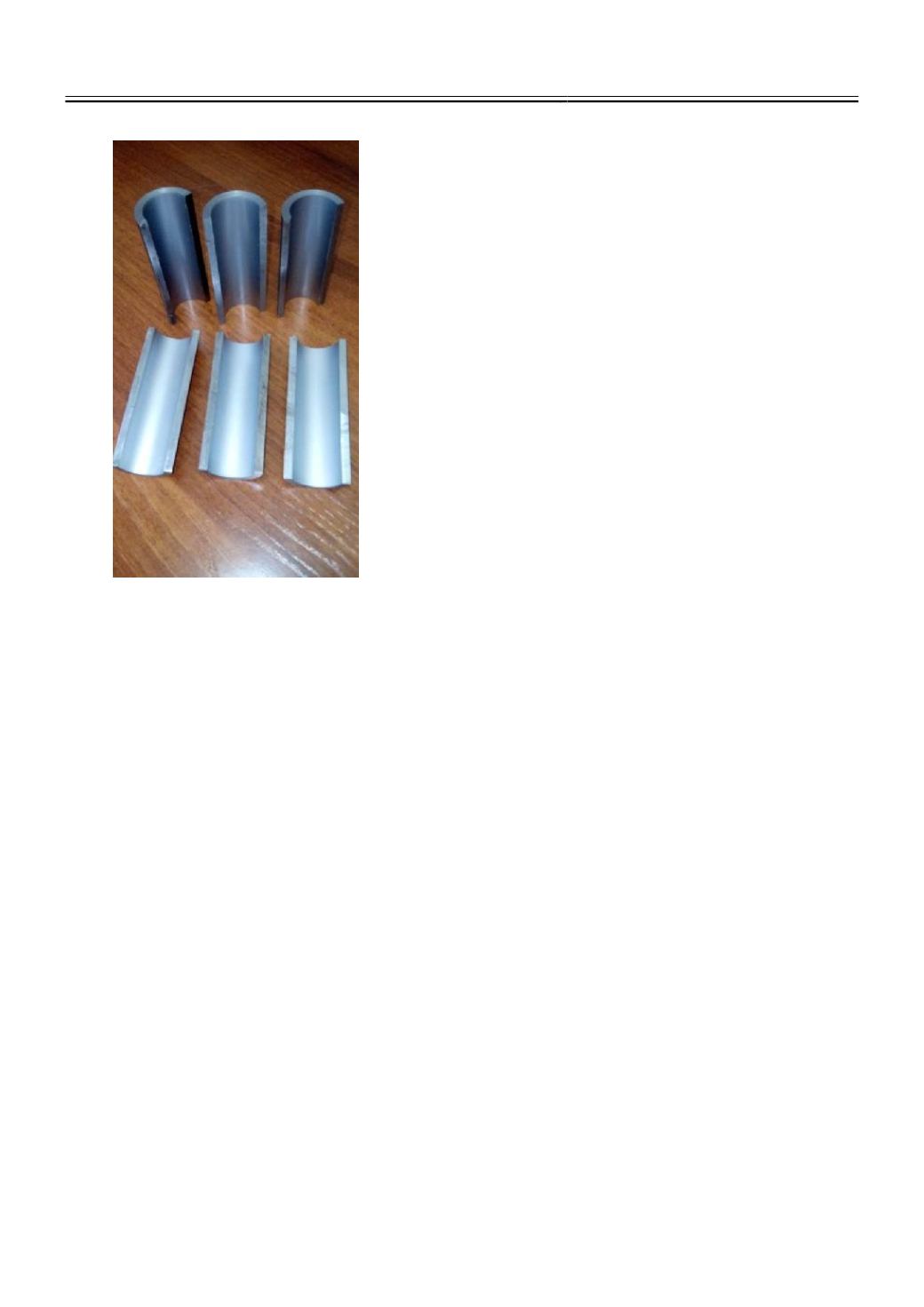
Получены экспериментальные образцы
(рисунок 2). В качестве изделий для исследований
использовались участки цилиндров глубинных
штанговых насосов (ГШН) ГШН RH 1/16
d
=27 мм,
длиной 700 мм, на внутреннюю поверхность которых
осаждалось хромовое покрытие. Для проведения
исследований покрытий вырезались образцы длиной
100 мм из различных участков изделия.
Результаты
Образцы
покрытий
исследовались
по
параметрам канальная и точечная пористость,
поверхностная микротвердость покрытий и ее
распределение по образующей изделия, толщина
покрытий и ее распределение по образующей изделия,
а также проводились исследования покрытий с
применением
метода
растровой
электронной
микроскопии (РЭМ).
Пористость определялась по ГОСТ 9.302 – 88 «Покрытия металлически и
неметаллические неорганические. Методы контроля» методом наложения фильтровальной
бумаги. Метод основан на взаимодействии основного металла с реагентом в местах пор с
образованием окрашенных соединений. Для проведения контроля применялся раствор на
основе хлористого натрия. Среднее количество пор рассчитывалось как количество пор на
всей поверхности образца поделить на площадь образца (37 см
2
).
Используя электролит с УДА и вращение изделия в процессе хромирования удалось
получить практически безпористые осадки, среднее значение пористости составило – 0,063
пор/см
2
.
Измерение микротвердости производится на образующей линии образца длиной 100
мм с усреднением из 8 измерений в каждой точке измерения. Всего каждый образец
исследовался в 10 точках. Измерение проводилось твердомером «Константа ТУ». Результаты
измерения микротвердости образцов показали стабильную поверхностную микротвердость
по длине для всех образцов, значения которой находятся в диапазоне 800-850 HV.
Толщина
покрытия
определялась
вихретоковым
методом
с
помощью
многофункционального прибора измерения геометрических параметров «Константа К6» с
использованием типа преобразователя ИД0. Измерение каждого образца проводилось по 10
точкам вдоль образующей линии с усреднением в 4 измерения. Средняя толщина покрытия
на всех образцах составила 64 мкм. Неравномерность толщины по длине изделий – 5 мкм.
Полученный образцы покрытий исследовались на растровом электронном микроскопе
ОАО «ФНПЦ «Алтай». На рисунке 3 представлены примеры фотографий поверхности
покрытия и поверхности излома. Анализ изображений покрытий позволил заключить
следующее.
Рис. 2.
Образцы хромового покрытия