
















 122 / 460
122 / 460

Actual Problems in Machine Building. 2015. N 2
Innovative Technologies
in Mechanical Engineering
____________________________________________________________________
122
достигается максимальный устойчивых выход по току (около 20%). В проточном
электролите происходит сглаживание осадка, что позволяет получать твердые блестящие
покрытия или молочные износостойкие покрытия при больших плотностях тока.
При гальваническом хромировании, также как и при осаждении других покрытий,
важнейшей проблемой является достижение равномерности параметров, в том числе
геометрических, по всей поверхности и в объеме покрытия. Особенно это актуально при
использовании технологии проточного хромирования, так как к наихудшей среди других
электролитов рассеивающей способности добавляется изменчивость условий осаждения
покрытия по длине внутренней поверхности изделия.
Для получения равномерных параметров качества хромового покрытия внутренних
поверхностей длинномерных изделий по длине в первую очередь необходимо создать
стабильный поток электролита с заданной скоростью приповерхностного анодного и
катодного слоев. При этом требуется обеспечить технологические параметры процесса
хромирования, герметичность соединений узлов установки с изделием и максимально
быстрое и полное удаление водорода из зоны осаждения [2]. При использовании
электролитов с ультрадисперсными алмазами (УДА) и при осуществлении непрерывного
вращения изделия в процессе хромирования, вместо рекомендованных для проточного
хромирования малоконцентрированных электролитов, возможно получать качественные
хромовые электрохимическое покрытие с более высокими параметрами микротвердости,
меньшей неравномерностью геометрических параметров хромовых осадков, малым
количеством пор на единицу площади поверхности, а также, за счет повышенных плотностей
тока, достичь нужной интенсивности процесса [3].
Методика экспериментального исследования
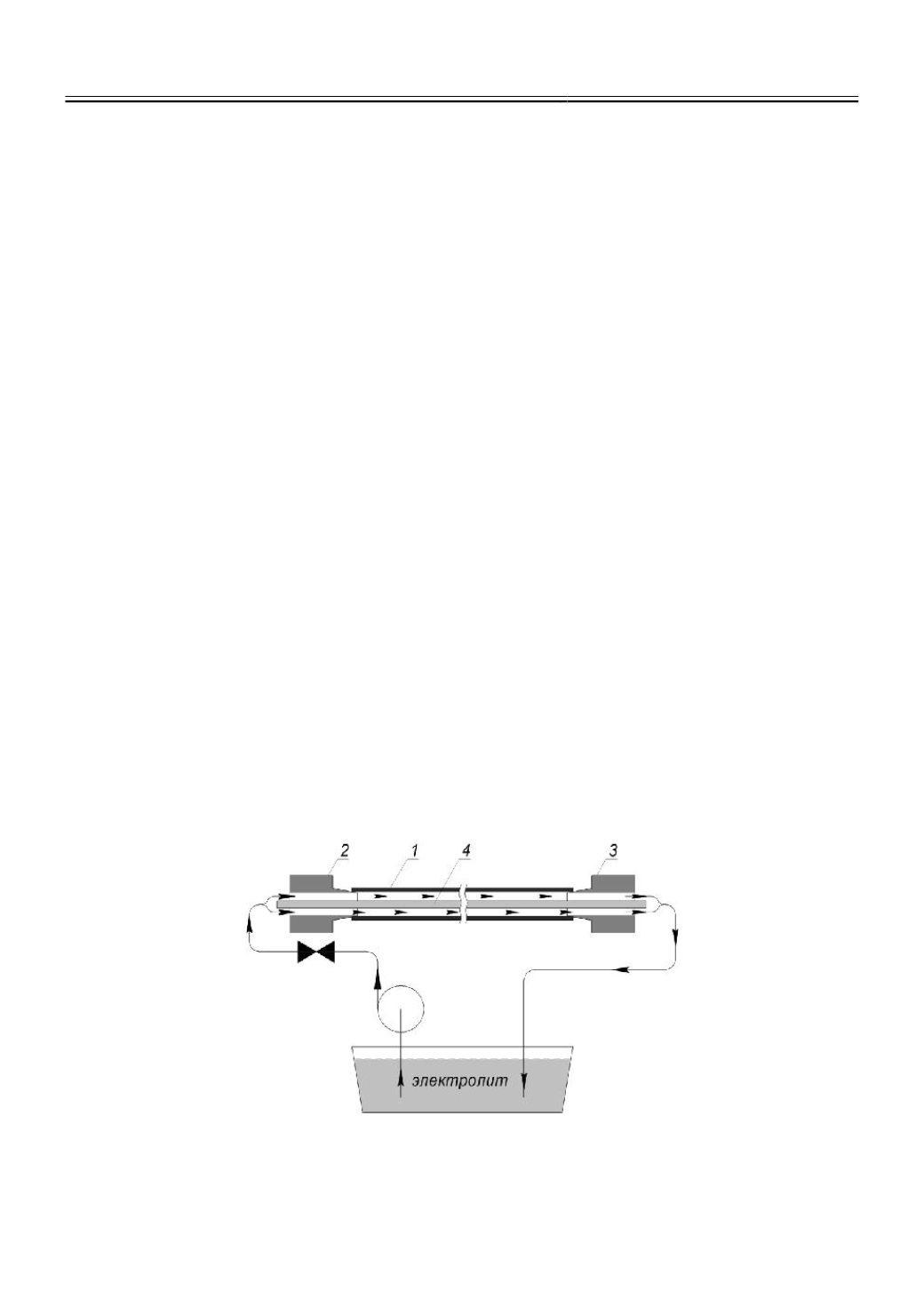
Схема установки проточного хромирования приведена на рисунке 1. Установка
проточного хромирования с применением УДА состоит из вращаемого в процессе
хромирования относительно своей оси покрываемого изделия 1, напорного 2 и сливного 3
узлов, а также анода 4. В результате проведенного ранее компьютерного моделирование
гидродинамики электролита получена картина течения электролита, распределение скорости
и давления в приповерхностных слоях зоны осаждения в результате чего подобраны
оптимальные геометрические параметры узлов 2 и 3.
Рис. 1.
Схема установки проточного хромирования
внутренних поверхностей длинномерных изделий:
1
– покрываемое изделие,
2
– напорный узел,
3
– сливной узел,
4
– анод