
















 110 / 460
110 / 460

Actual Problems in Machine Building. 2015. N 2
Innovative Technologies
in Mechanical Engineering
____________________________________________________________________
110
Типовыми базовыми поверхностями являются центра соосные с резьбовой
поверхностью. Основными базами служат опорные шейки детали, исполнительная
поверхность – резьбовая поверхность.
Учитывая, что деталь относится к маложестким конструкциям, при обработке в
центрах предусмотрена дополнительная двойная направляющая технологическая база
(наружность поверхность детали).
К поверхностям детали предъявляются требования по точности исполнения
диаметральных размеров и взаимного расположения поверхностей не грубее 7-го квалитета
при шероховатости не выше 1,25 мкм.
Результаты и обсуждение
Принимая во внимание специфику изготовления длинных резьбовых деталей с
обработкой резьбовой поверхности скоростным точением резцом из композита 10 следует
учесть, что подготовительная и резьбообразующая операции выполняются отдельно и, как
правило, от одной общей базы, т. е. погрешность базирования равна нулю. При этом имеет
место погрешность установки и погрешность закрепления заготовки, которые зависят от
точности исполнения базы и точности технологической оснастки. Следовательно, точность и
стабильность технологического процесса и его завершающего этапа – операция скоростного
точения резьбы, в основном определяются точностью заготовки базовых поверхностей.
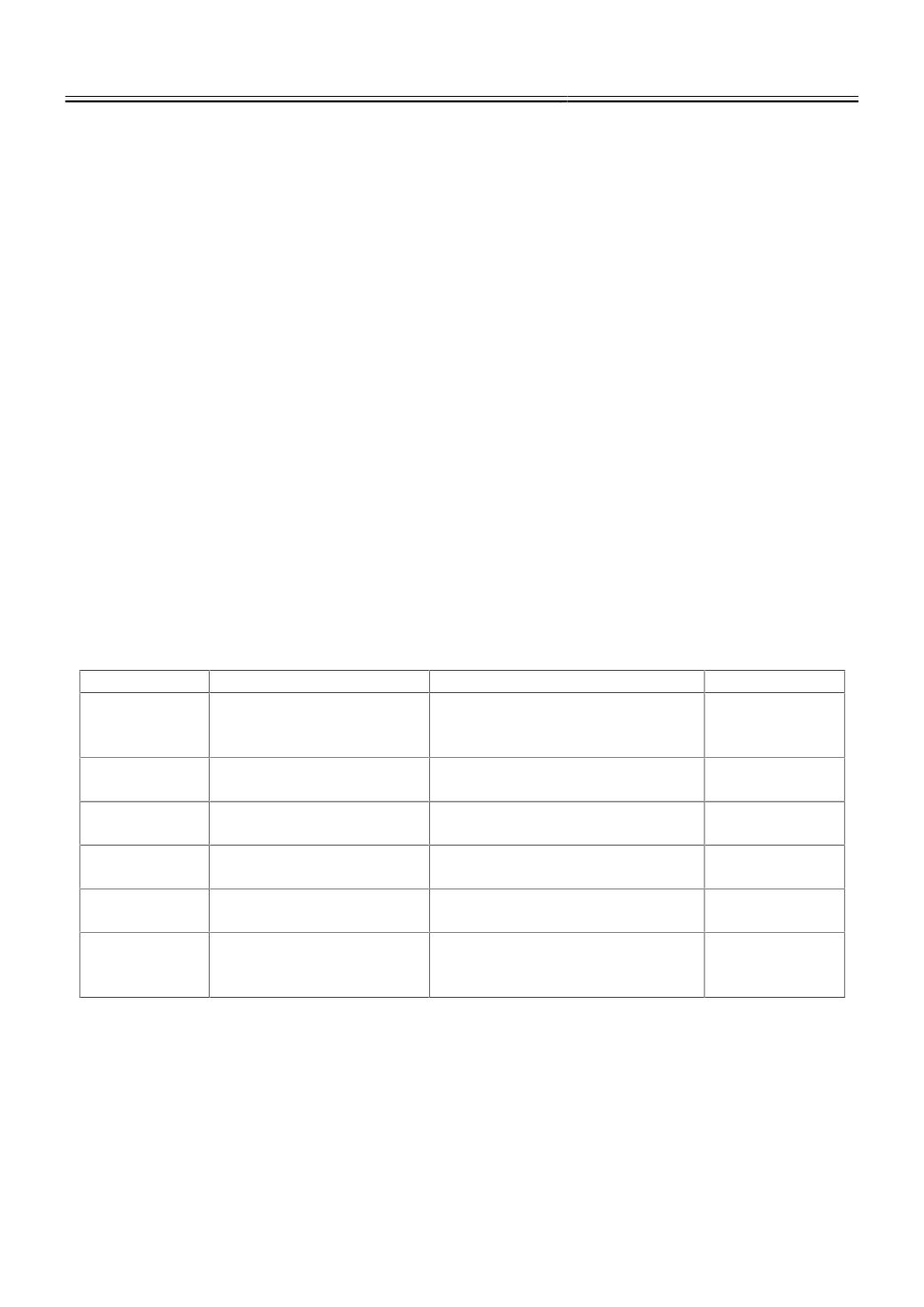
В таблице приведен технологический маршрут механической обработки детали
ходовой винт.
Таблица
Технологический маршрут изготовления детали ходовой винт
№ операции Наименование операции
Содержание операции
Базы
005
Токарно-винторезная
Последовательно
подрезать
торцы и зацентровать в размер
1164 – 3,0
Наружная
поверхность
010
Токарно-винторезная Точить поверхности ступеней,
канавки и фаски
Центровые
отверстия
015
Токарно-винторезная Точить
чисто
поверхность
Ǿ25k6 резцом Т15K6
Центровые
отверстия
020
Токарно-винторезная Точить резьбу Тr 32×6 резцом
из композита 10 окончательно
Центровые
отверстия
025
Токарно-винторезная Точить
второстепенные
поверхности начисто
Центровые
отверстия
030
Токарно-винторезная
Окончательно
точить
поверхность Ǿ25k6 резцом из
композита 10
Центровые
отверстия
Оптимальной особенностью операций данного технологического процесса от типовой
технологии механической обработки является применение инструмента из композита 10 на
операциях:
020: замена шлифовальной обработки поверхности резьбы Tr 32×6 на точение резцом
из композита 10;
030: замена шлифовальной обработки поверхности Ǿ25k6 на точение резцом из
композита 10.