
















 114 / 460
114 / 460

Actual Problems in Machine Building. 2015. N 2
Innovative Technologies
in Mechanical Engineering
____________________________________________________________________
114
где
i
loc
– локальная плотность тока (А/дм
2
), М – молярная масса (моль/м
3
),
n
– количество
участвующих электронов,
F
– постоянная Фарадея, – плотность хрома (кг/м
3
).
Стальной кулак погружается в ванну электролита с анодом до верхней покрываемой
поверхности. Диаметр сферической части 130 мм высота всей детали 177 мм.
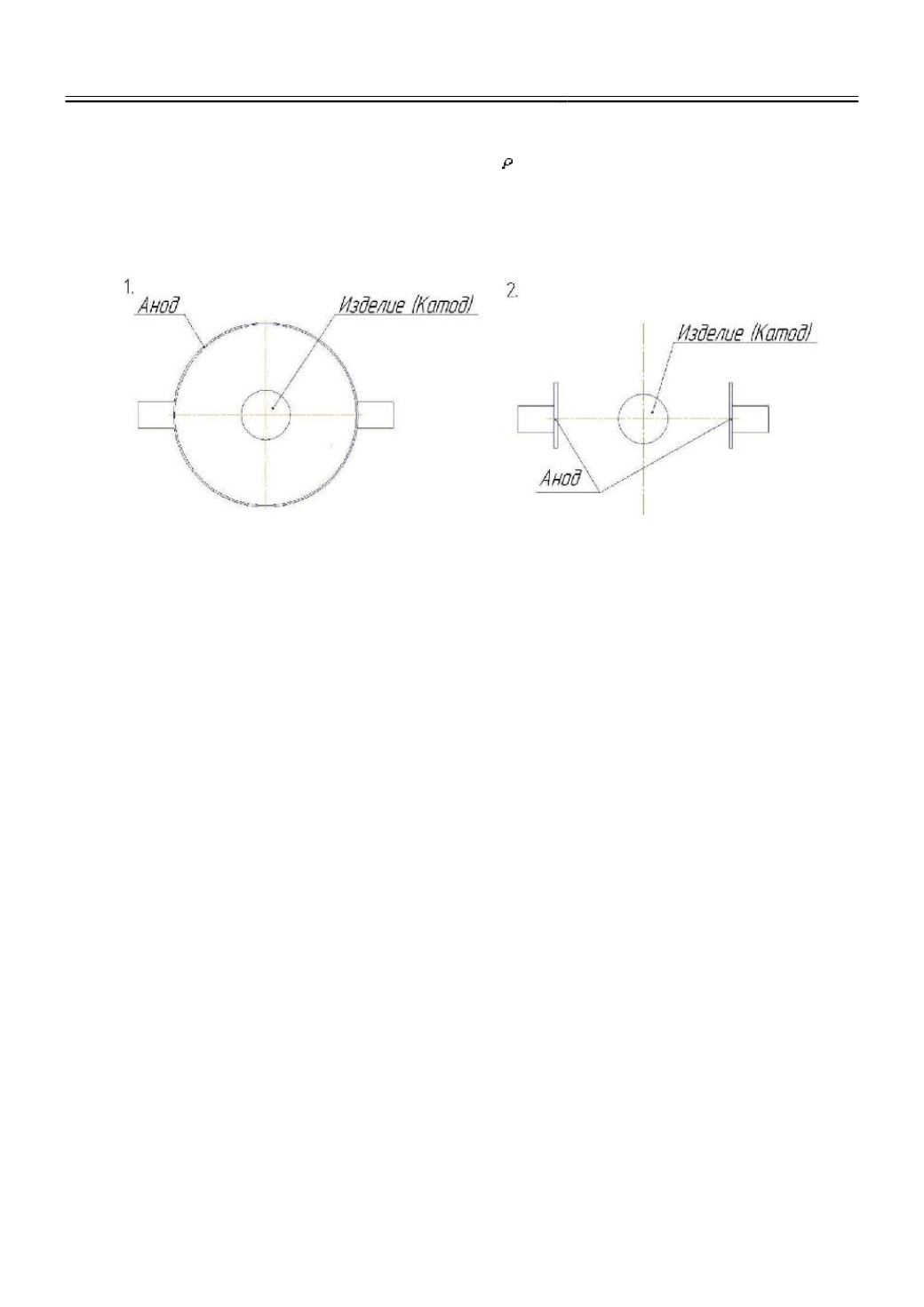
Для изучения влияния направления линий тока были разработаны две схемы
расположения анода (Рис. 2).
В первом случае анод имеет цилиндрическую форму и располагается на равном
расстоянии от поверхности детали. Во втором случае анод имеет форму 2-х пластин
расположенных по бокам детали на одинаковом расстоянии от центральной оси.
Для моделирования были заданы стандартные режимы хромирования погружным
способом наружной поверхности изделия. Плотность тока 50 А/дм
2
, температура
электролита 55 °C и время нанесения 20 минут [2].
Результаты
Для изучения каждой из схем была построена модель распределения равномерности
настенного покрытия на изделие в течение 100 секунд.
Как видно из модели (Рис. 3), покрытие в горизонтальном сечении практически
равномерное (отклонение не более 5% на сферической поверхности), изменение возникает
лишь при условии отдаления поверхности изделия от анода. При таком способе
расположения анода условие равномерности покрытия наносимого на сферическую часть
детали выполняется.
На модели (Рис. 4), покрытие в горизонтальном сечении наносится не равномерно,
разность толщины нанесённого покрытия возникает не только при изменении расстояния
поверхности детали от анода, но и в результате того что линии тока располагаются не
равномерно (отклонение до 50%).
Рис. 2.
Схемы взаимного расположения катода и анода при хромировании:
1
– схема нанесения покрытия и цилиндрическим анодом;
2
– схема нанесения покрытия с сегментным анодом