
















 109 / 460
109 / 460

Актуальные проблемы в машиностроении. 2015. №2
Инновационные технологии
в машиностроении
____________________________________________________________________
109
УДК 621.9
ОСНОВНЫЕ ОПЕРАЦИИ МАРШРУТНОГО ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
ИЗГОТОВЛЕНИЯ РЕЗЬБОВЫХ ДЕТАЛЕЙ
Т.Е. КАМЕНЕВА, аспирант
( ЮЗГУ, г. Курск)
Каменева Т. Е.
– 305040, г. Курск, ул. 50 лет Октября, 94,
Юго-Западный государственный университет,
e-mail:
Taska015@mail.ruВ конструкциях деталей машин класса Тела вращения широко применяются
резьбовые поверхности, причем разновидностей резьб и операций резьбообразования имеют
тенденцию к увеличению. Принято считать, что операции резьбообразования относятся к
числу трудоемких операций, совершаемых в технологически сложных условиях. Поэтому
исследование возможностей новых инструментальных материалов и методов обработки
резьб является актуальной задачей металлообработки.
Ключевые слова:
резьбообразование, токарная обработка, инструментальный
материал, твердый сплав, композит, квалитет точности, шероховатость, производительность.
Введение
Несмотря на то, что от общего количества резьбовых деталей только около трети
приходится на обработку некрепежных типов, эти детали являются наиболее сложными и
металлоемкими. Среди деталей крепежных типов наиболее трудоемкими в обработке
являются ходовые винты, шпиндели, валы и оси, в том числе обладающие недостаточной
жесткостью, поскольку их длина значительно превосходит диаметр. Они склонны под
действием собственного веса, а также из-за неоднократной термической обработки в
процессе изготовления, к возникновению деформаций.
Перечисленные обстоятельства создают определенные трудности при изготовлении и
предопределяют выбор материала и содержание технологического процесса обработки.
Материалы и методы
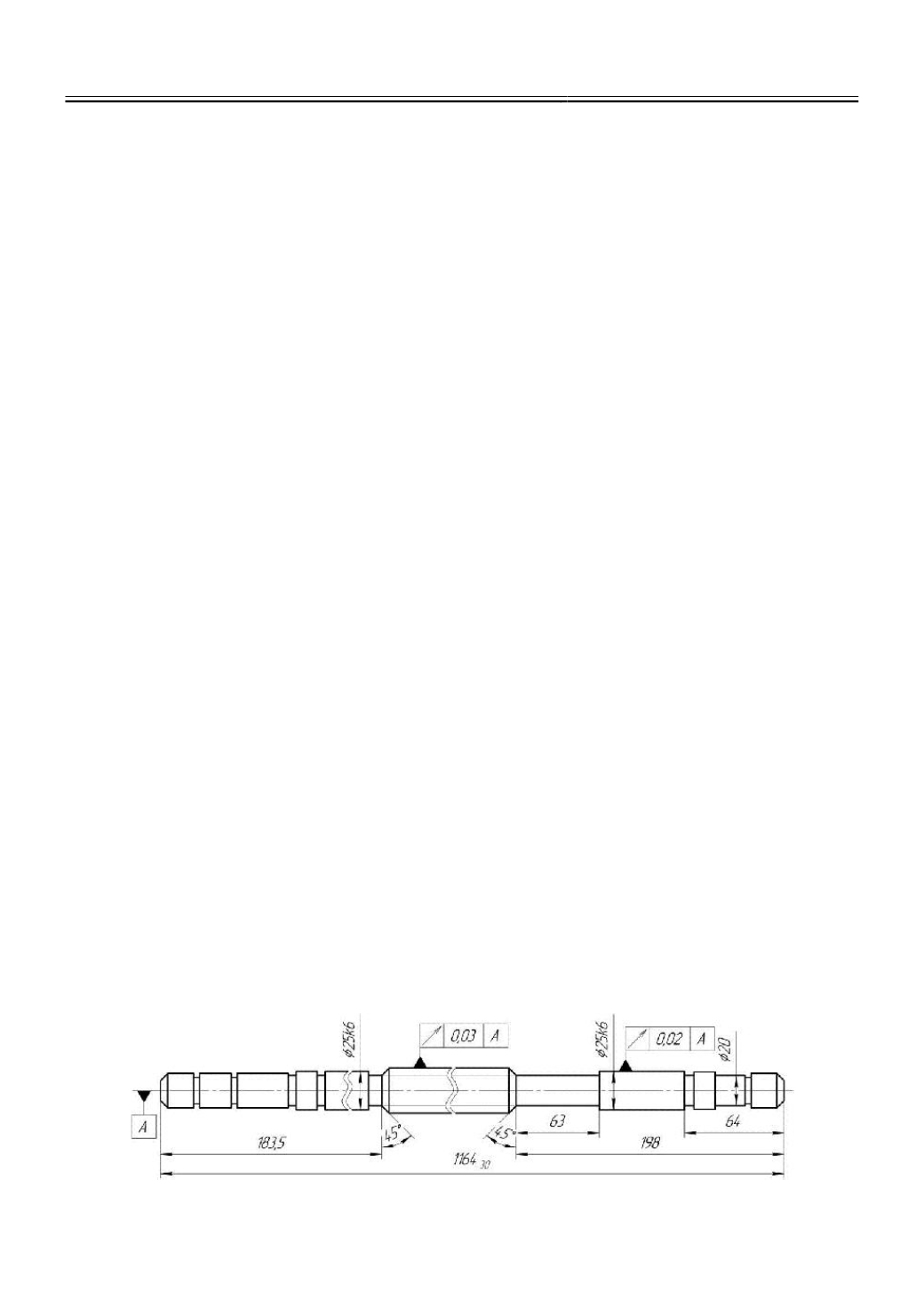
В качестве примера рассмотрим последовательность проектирования маршрутного
технологического процесса изготовления детали ходовой винт, рис. 1.
Заготовка (штучная) – пруток, отрезана от сортового материала (сталь 45), диаметром
максимально приближена к диаметру заготовки с минимальным припуском на обработку.
Минимальный припуск должен учитывать ошибки установки и величину дефектного слоя
детали.
Рис. 1.
Эскиз детали ходовой винт