













 127 / 457
127 / 457

Современные технологии и автоматизация в машиностроении
127
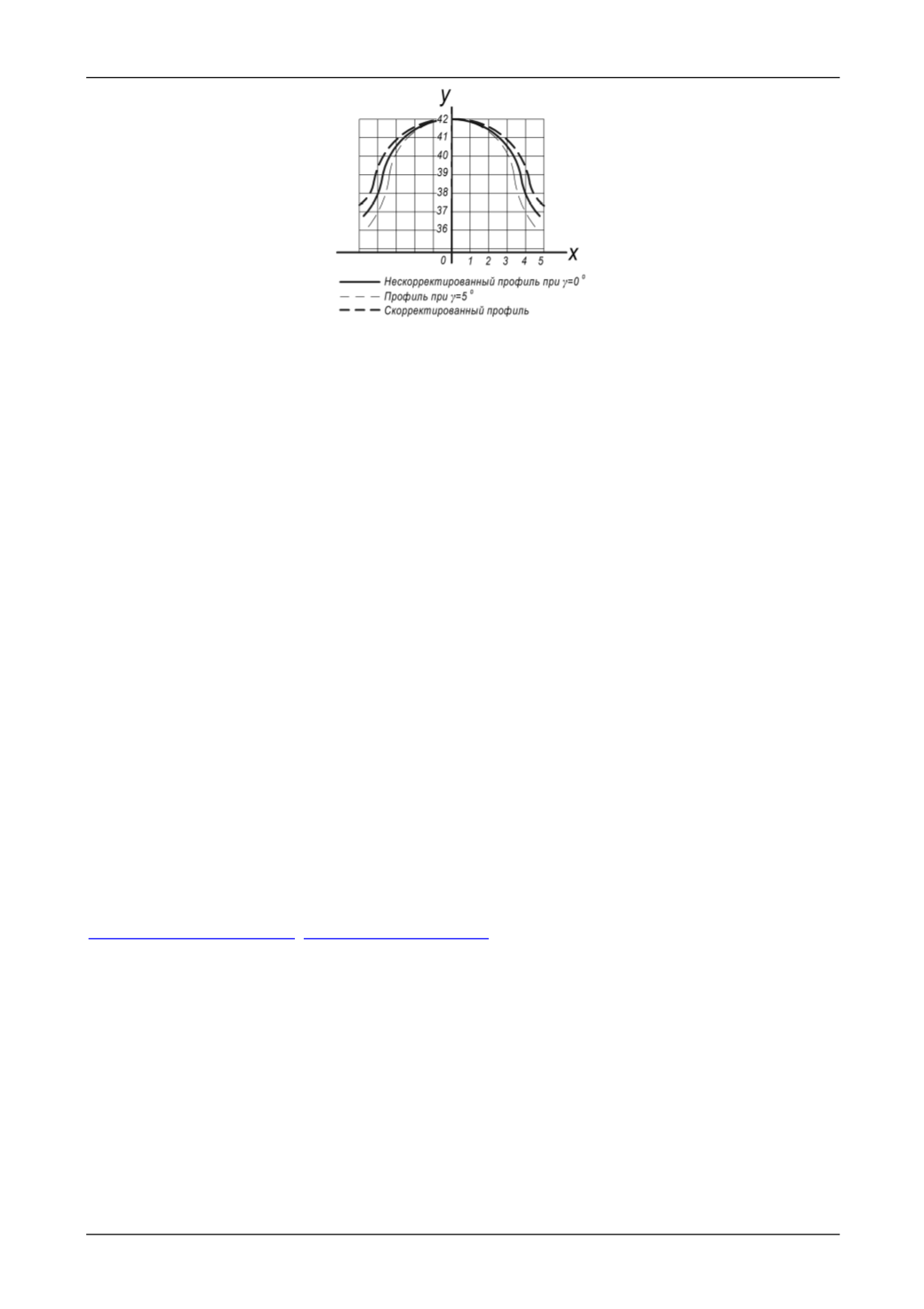
Рис. 4. Нескорректированный и скорректированный профили долбяка
На рис.4 Представлены профили долбяка до и после корректировки с учетом переднего угла
γ=5
о
.
Вводимые корректировки точек профиля в координатах по оси
X
=0,05 – 0,23, по оси
Y
=0,1 –
0,4 позволяют получить более точный профиль долбяка и таким образом повысить точность формо-
образования внутренней циклоидальной поверхности.
Литература:
1.
Тарапанов А.С., Харламов Г.А. Управление процессом зубодолбления. [Текст]. М.: Машинострое-
ние, 1999. 126 с.
2.
Ревенков А.А., Анисимов Р.В., Тарапанов А.С. Повышение эффективности эксплуатации долбяков
для нарезания колес с внутренними зубьями неэвольвентного профиля// «Известия тульского государственного
университета»-№8- М.: Тула ИПЦ ТулГУ, 2013. С. 136-142
3.
Анисимов Р.В., Тарапанов А.С. Профилирование долбяков для колес с внутренними неэвольвент-
ными зубьями// «Фундаментальные и прикладные проблемы модернизации современного машиностроения и
металлургии» [Текс]: Сборник научных трудов международной научно-технической конференции, посвящен-
ной 50-летию кафедры технологии машиностроения ЛГТУ. 17-19 мая 2012г./ под общ. ред. проф. А.М. Козло-
ва- Ч.1.- Липецк: Изд-во ЛГТУ, 2012.-5с.-С. 11-15
4.
А.Н. Дерли, А.С. Тарапанов, Г.А. Харламов. Повышение эффективности зубодолбления: моногра-
фия/ Орел: ОрелГТУ, 2008. 158 с.
Increase of accuracy of a shaping of wheels
with internal teeths of a cycloid profile
Revenkov A.A.
1a
, Anisimov P.B.
2b
1
Oryol state university of name I.S. Turgeneva, Komsomolskaya St. 95, Oryol, Russia
2
Mtsensk branch of the Oryol state university of name I.S. Turgeneva, Oryol region, Karl Marx St. 45,
Mtsensk, Russia
a
sascha.revenkov@yandex.ru ,b
roman.anisim@gmail.comKeywords:
pinion cutter, shaping, cycloid profile, forward surface, back surface, correction of a
profile
In article questions of increase of accuracy of a shaping of an internal cycloid surface are considered. The
defining share of factors on which the shaping of teeths depends is made by the accuracy of profiling and wear
resistance of the cutting tool – a pinion cutter. The technique of profiling of pinion cutters of a cycloid profile is given.
Further relevance of a problem of detection of regularities of change of a profile from values of forward and back
corners is formulated. The technique of correction of a profile of pinion cutter from back and forward surfaces is
given. The equations of a back surface of teeths of pinion cutter are received. On the basis of the analysis of these
equations the method of definition of deviations of a profile of a pinion cutter from sizes of corners of the cutting part is
developed. On the basis of the developed method the corrected profile of a pinion cutter is calculated. The conclusion is
drawn on increase of accuracy of a shaping of an internal cycloid surface, owing to more exact profile of a pinion
cutter.