













 112 / 530
112 / 530

Actual Problems in Machine Building. 2016. N 3
Innovative Technologies
in Mechanical Engineering
____________________________________________________________________
112
Материалы, оборудование и методика экспериментального исследования
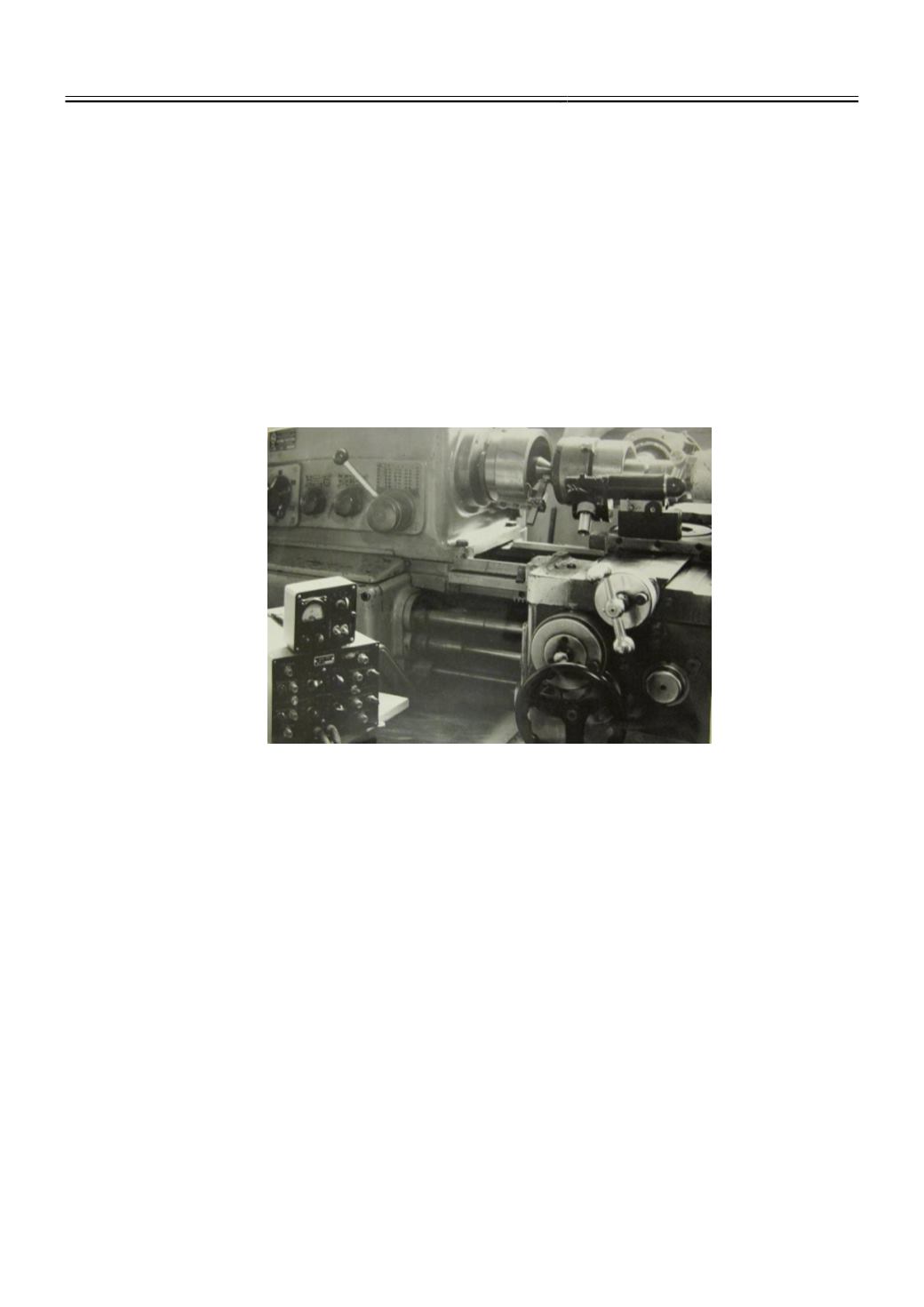
Эксперименты проводились на стенде (рис. 1), состоящем из токарного станка модели
1К62, ультразвукового генератора УЗГ3-4 с магнитострикционным преобразователем,
устройства нагружения и регистрационной аппаратуры, состоящей из усилителя ТА-5 и
самопишущего потенциометра КСП-4. Первичными преобразователями сигналов являлись
проволочные тензодатчики, наклеенные на балку равного сопротивления. Тензосистема
предварительно тарировалась образцовыми грузами.
Образцами для исследований служили цилиндрические кольца диаметром 150 мм из
стали ШХ 15СГ с твердостью HRC
э
60…62, предварительно обработанные шлифованием до
шероховатости Ra 1,25…0,63 мкм.
Контртелом для образцов служил деформатор из
твердого сплава ВК 8, которым оснащался ультразвуковой инструмент. Рабочая часть
деформатора выполнялась в виде сферы радиусом 5 мм [15].
Рис. 1.
Стенд для измерения силы трения при ультразвуковой упрочняюще-чистовой
обработке
Влияние колебаний на трение инструмента с обрабатываемой поверхностью
изучалось по сравнению с обработкой без наложения на деформатор ультразвуковых
колебаний.
Силы трения определялись при изменении статической нагрузки (Рст = 200…700 Н),
скорости обработки (V = 20…200 м/мин), амплитуды колебаний инструмента (2А = 20…60
мкм) при постоянной частоте колебаний f = 18 кГц, и подачи инструмента S = 0,07 мм/об в
условиях смазки (масло «Индустриальное 45») [16] и сухого трения.
Результаты и обсуждение
Проведенные опыты показали, что сила трения деформатора с деталью величина не
постоянная. В исследуемой области факторного пространства на графических зависимостях
наблюдаются две зоны: первая - зона возрастания и вторая - зона убывания силы трения, что
свидетельствует о существенном изменении условий контактного взаимодействия при
варьировании режимов обработки.