
















 272 / 460
272 / 460

Actual Problems in Machine Building. 2015. N 2
Technological Equipment, Machining
Attachments and Instruments
____________________________________________________________________
272
диусного по задней поверхности резца значение lp на (15…65)% меньше, чем для прямоли-
нейного и на (15…50)% меньше, чем у радиусного по передней.
Представленный график (см. рис. 1б) иллюстрирует распределение толщины срезае-
мого слоя вдоль рабочего участка режущей кромки, которое является неравномерным для
всех рассматриваемых инструментов. Наибольшие значения толщины получены для ради-
усного по задней поверхности резца, а минимальные для прямолинейного. В рассматривае-
мом случае максимальная толщина срезаемого слоя (а
max
) для прямолинейного резца на 27%
меньше чем для радиусного по задней поверхности и на 20% меньше радиусного по перед-
ней. Разница а
max
между радиусным по передней и задней поверхности резцами составляет
9%.
С точки зрения стабильности процесса механической обработки и уменьшения вибра-
ции, рассматривают отношение толщины (а) срезаемого слоя к ширине (b), которое в случае
работы безвершинными резцами целесообразнее свести к виду a
max
/lp [4, 9]. Это преобразо-
вание оправдано, так как изменение параметров сечения срезаемого слоя вдоль режущей
кромки неравномерно (см. рис. 1б). Для прямолинейного резца a
max
/lp принимает наиболь-
шие значения (порядка 1/100), тогда как для радиусного по передней поверхности
a
max
/lp=1/75. Наименьшее отношение (a
max
/lp=1/55) получено для радиусного по задней по-
верхности инструмента, следовательно, он имеет более благоприятные условия работы, с
точки зрения стабильности процесса резания.
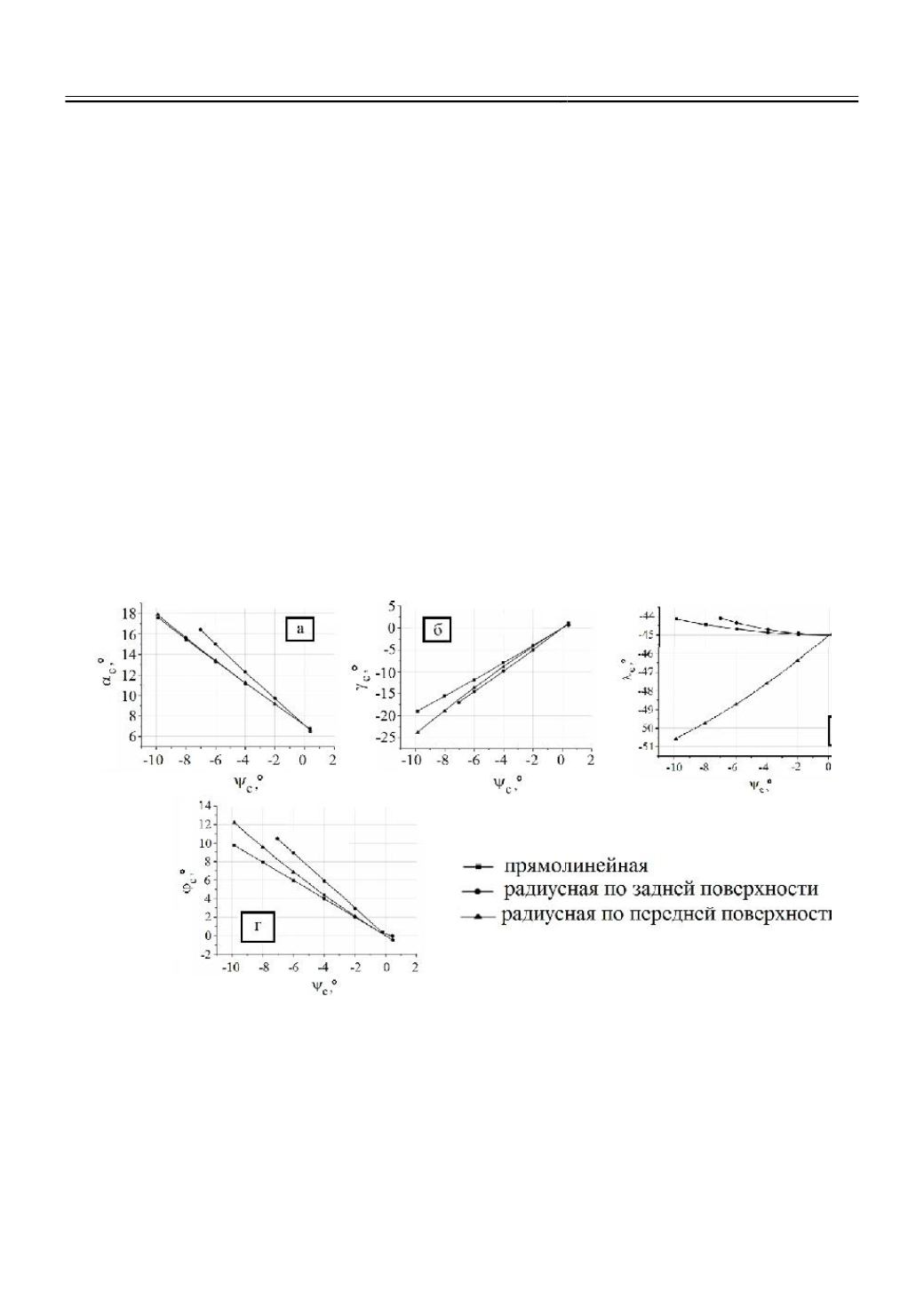
На рисунке 2 представлены зависимости изменения геометрии безвершинных резцов
в статической системе координат, определенные в пределах активного (рабочего) участка
режущей кромки.
Полученные графики (см. рис. 2) дают возможность оценить характер изменения гео-
метрии в ССК в каждой точке режущей кромки рассматриваемых инструментов. Для резца
радиусного по задней поверхности изменение углов α
с
и γ
с
будет наименьшим, а λ
с
и φ
с
срав-
нимо с прямолинейным. Изменение углов в ССК для радиусного по передней поверхности
резца происходит в наибольшем диапазоне. Кроме того зависимость λ
с
отличается от других
Рис. 2.
Геометрические параметры: а) α
с
; б) γ
с
; в) λ
с
; г) φ
с
при t=0,3мм, s=0,3мм/об, D=40мм,
Rp=40мм, ω=-45º, α
и
=10º, γ
и
=0º