
















 278 / 460
278 / 460

Actual Problems in Machine Building. 2015. N 2
Technological Equipment, Machining
Attachments and Instruments
____________________________________________________________________
278
Металлофторопластовые вкладыши можно рекомендовать для изготовления шаровых
соединений при их производстве на заводах изготовителях.
Технический результат повышения надежности уплотнения шаровой задвижки.
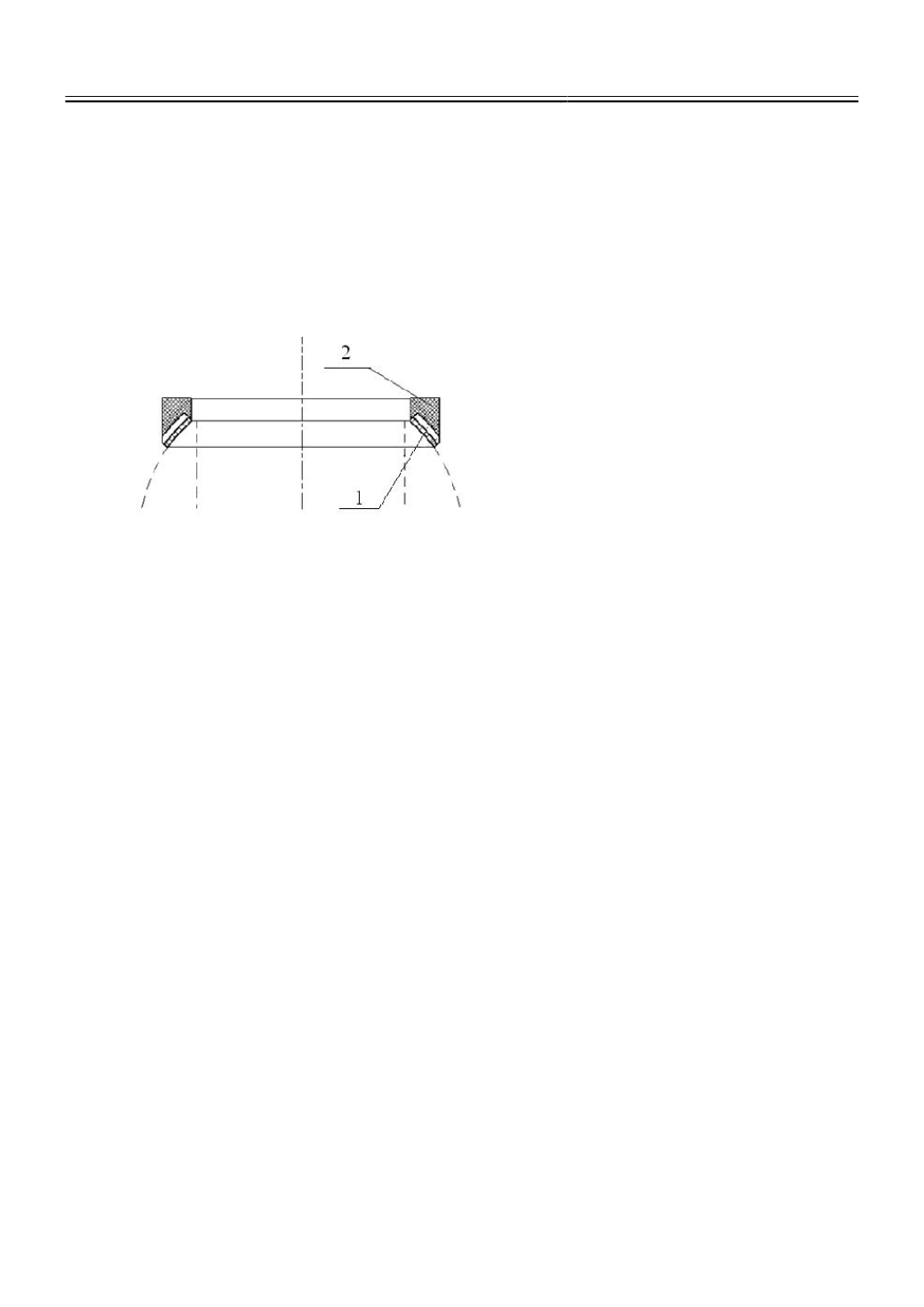
В качестве рабочего элемента, уплотняющего зазор между запорным органом и
уплотнением используются сегмент из ЛМФМ с пористым бронзовым слоем заданной
структуры из листов которого путем вырубки и штамповки изготавливаются сегменты за-
данной конфигурации и размера (рисунок 2, позиция 1). К полученному сегменту в пресс-
форме путем вулканизации через слой клея припекается резиновое кольцо (рисунок 2 пози-
ция 2).
В качестве подложки могут быть
использованы различные конструкци-
онные стали, в том числе нержавеющие
сплавы листового проката из листов
которых вырезаются или вырубаются
заготовки круглого размера. Формиро-
вание антифрикционного рабочего слоя
осуществляется аналогично способам
[4-7]. В качестве фторопластовой ком-
позиции, заполняющей свободное про-
странство пористого бронзового слоя, в
случае использования шаровых задви-
жек в пищевой промышленности, может быть использована смесь, содержащая фторопласт-4
и кокс или графит.
Из полученных заготовок с припеченным рабочим слоем методом штамповки выру-
баются заготовки в виде колец требуемого размера. Кольцевые заготовки штампуются на
специальной пресс-форме для получения необходимого радиуса изгиба для плотного приле-
гания к шаровому регулировочному органу. Затем на обратную сторону кольцевой заготовки
наносится тонкий слой клея, далее заготовка укладывается в пресс-форму для нанесения ре-
зинового кольца, приклеивание которого осуществляется путем вулканизации сырой резины
на горячих плитах гидравлического пресса.
При использовании предложенного уплотнительного элемента достигаются следую-
щие преимущества:
- жесткость стальной основы металлофторопластового листового материала обеспе-
чивает стабильность размеров уплотнения при больших перепадах температур и нагрузок,
- структура пористого бронзового слоя металлофторопластового материала, получен-
ная по способам [4-7] и заполненная фторопластовой композицией позволяет достичь высо-
кую герметичность сопряжения между запорным органом и уплотнительным элементом пу-
тем точной штамповки и возможности дополнительной притирки без ущерба повышенной
износостойкости и работоспособности рабочего слоя
- приклеенное резиновое кольцо обеспечивает герметичность щели в посадочном
гнезде уплотнительного элемента и равномерность усилия уплотнения металлофторопласто-
вого сегмента к поверхности запорного органа,
- предложенный уплотнительный элемент упрощает конструкцию и уменьшает раз-
мер и металлоемкость шаровых задвижек.
Выводы
Разработанные металлофторопластовые материалы на стальной подложке находят
различное применение в узлах трения машин и аппаратов общего машиностроения. Возмож-
Рис. 2.
Схема поперечного разреза уплотнительного
элемента