
















 271 / 460
271 / 460

Актуальные проблемы в машиностроении. 2015. №2
Технологическое оборудование,
оснастка и инструменты
____________________________________________________________________
271
Как следует из данных работ [4, 5, 10, 11, 13], обработка безвершинными резцами характе-
ризуется срезанием тонкой стружки при большой ширине контакта инструмента с обрабатывае-
мой заготовкой и значительным диапазоном изменения геометрии вдоль режущей кромки [4, 5,
14-16]. Это определяет специфичные условия формообразования при косоугольном безвершин-
ном резании.
В настоящее время известны различные конструкции безвершинных резцов, но наиболь-
шее распространение получили: прямолинейные с одной [4, 7, 10, 11] и двумя режущими кромка-
ми [3], а также ротационные резцы [6, 8, 12] оснащенные цилиндрическими пластинами. Режущей
части ротационных резцов в процессе работы сообщается принудительное вращение за счет спе-
циального привода, либо самовращение за счет сил трения, возникающих между резцом и заго-
товкой [5, 8, 12]. Дополнительное вращение пластины приводит к вибрациям в процессе обработ-
ки, что снижает эффективность применения ротационного инструмента из-за ухудшения шерохо-
ватости обработанной поверхности [5]. В этой связи целесообразно провести сравнение парамет-
ров контактного взаимодействия для прямолинейных и радиусных безвершинных резцов, не име-
ющих дополнительного движения режущей части.
Методика исследования
Для определения геометрии в статической системе координат (ССК), использовалось
3D-моделирование процесса безвершинного точения [15] и данные работ [14, 16]. Параметры
сечения срезаемого слоя (рабочая длина режущей кромки, толщина и ширина сечения) для
прямолинейного лезвия находились по данным изложенным в работе [17], а для радиусных
инструментов по данным работ [18, 19].
Результаты и обсуждение
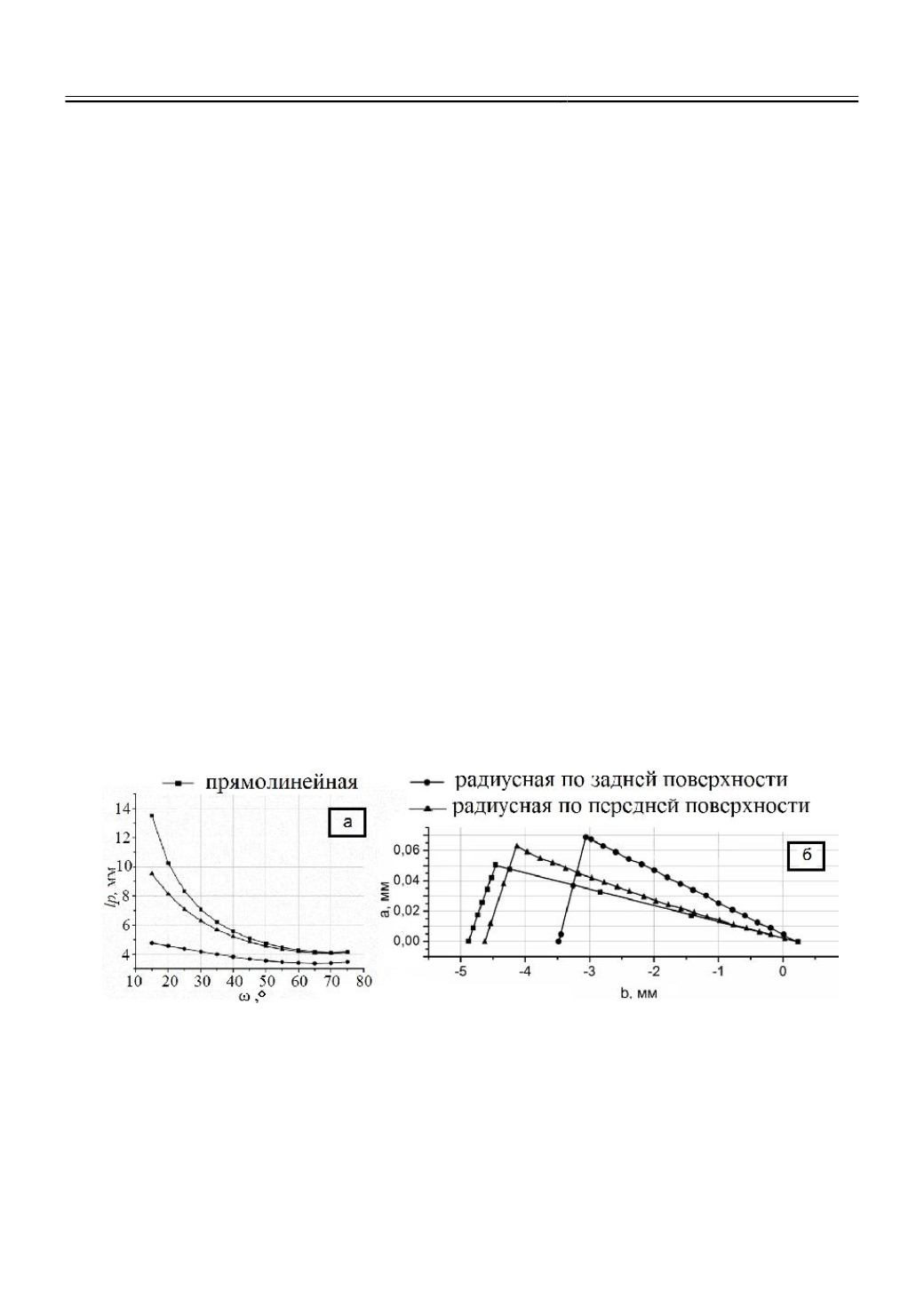
На рисунке 1а представлены зависимости рабочей длины режущей кромки (lp) от угла
наклона лезвия для прямолинейного и радиусных по передней и задней поверхности безвер-
шинных резцов. На рисунке 1б показаны параметры сечения срезаемого слоя при работе
прямолинейным и радиусными по передней и задней поверхности безвершинными резцами.
Как видно из графика зависимости lp от ω (см. рис. 1а) наименьшее значение lp будет
для резца с радиусной задней поверхностью. Прямолинейный и радиусный по передней по-
верхности резцы имеют схожие значения lp в диапазоне углов ω=(45…75)º, а при уменьше-
нии ω от 45º до 15º разница в значениях lp увеличивается. В рассматриваемом случае для ра-
Рис. 1.
Изменение рабочей длины режущей кромки безвершинных резцов (а) и сечение срезаемого
слоя при точении безвершинными резцами (ω=-45º) (б) при t=0,3мм, s=0,3мм/об, D=40мм,
Rp=40мм