
















 150 / 460
150 / 460

Actual Problems in Machine Building. 2015. N 2
Innovative Technologies
in Mechanical Engineering
____________________________________________________________________
150
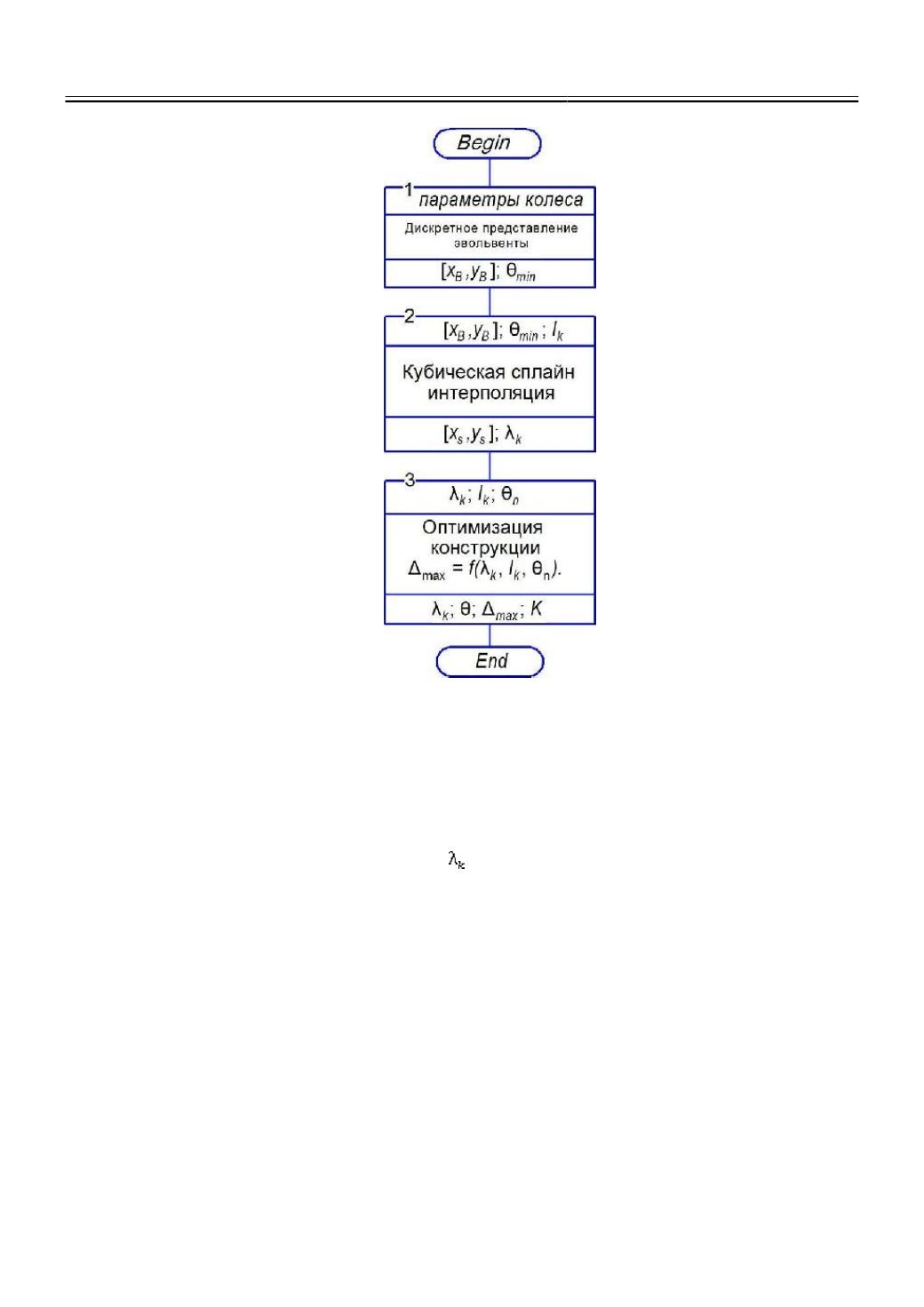
Рис. 2.
Блок-схема алгоритма оптимизации проектных параметров гиперболоидной фрезы.
На первом этапе на основе параметров зубчатого колеса рассчитывается дискретное
представление эвольвентного профиля, а так же минимальное значение угла поворота θ
системы координат производящей поверхности
X
S
,
Y
S
относительно системы координат
образующей номинальной поверхности
X
B
,
Y
B
.[9] На втором этапе получаем дискретное
представление профиля производящей поверхности методом кубической сплайн
интерполяции, а так же углы наклона прямолинейных образующих производящей
поверхности к оси вращения инструмента . На третьем этапе определяется количество
режущих элементов в одном зубе фрезы
K
и оптимальные параметры конструкции режущих
зубьев фрезы из условия минимума максимальной погрешности аппроксимации
эвольвентного профиля Δ
max
.
Выводы
Предложенный способ аппроксимации эвольвентного профиля гиперболической
кривой позволяет производить обработку боковой поверхности зуба крупномодульных
зубчатых колес за один проход, тем самым повысить производительность обработки по
сравнению с методом обката дисковыми фрезами до 10 раз. При этом точность
формируемого профиля зависит от параметров наладки: для каждого конкретного случая
обработки необходимо определить оптимальный угол θº, при котором отклонения
формируемого профиля принимают минимальные значения.