













 226 / 530
226 / 530

Actual Problems in Machine Building. 2016. N 3
Technological Equipment, Machining
Attachments and Instruments
____________________________________________________________________
226
По результатам измерений строятся кривые рассеяния размеров наружного, внутрен-
него диаметров и радиальной толщины поршневых колец. Эксперименты продолжаются до
выхода размеров за пределы допуска.
Методика исследования влияния геометрических параметров инструмента на
его стойкость и точность обработки. Исследованиям подвергаются резцы со
следующими геометрическими параметрами
Для исследования влияния переднего угла γ спроектированы и изготовлены резцы,
имеющие γ=-5°, γ=0° и γ=5°. Резец с γ=-5° имеют четырехгранную режущую пластину из
твердого сплава МС 321 с шириной рабочей грани 9,5 мм без заднего угла. Эта пластина по-
лучена в результате переточки ранее изношенной пластины с задним углом α=11° и шириной
рабочей грани 12,7 мм. Ширина рабочей грани 9,5 мм входит в размерный ряд, предусмот-
ренный ГОСТ 19049-80. Резцы γ =0° и γ =5° имеют режущую пластину с шириной рабочей
грани 12,7 мм и задним углом α=11°.
Исследование предусматривает также испытания на стойкость и точность обработки
пластин четырехгранных с задним углом α=11°, с шириной рабочей грани 12,7 мм и с фаской
шириной 0,5 мм, заправленной под углом 5°.
Исследуется также влияние радиуса при вершине r. Используются пластины, имею-
щие радиус при вершине r=0,4 мм и r=1,2 мм.
Исследованию могут быть подвергнуты также пластины с шириной рабочей грани 9,5
мм, имеющие задний угол
α=11°, которые планирует-
ся получить переточкой
изношенных пластин с
шириной рабочей грани
12,7 мм.
Помимо названных
параметров предполагается
исследование
влияния
главного угла в плане φ.
Для этих целей экспери-
ментальные резцы могут
иметь главный угол в
плане φ равный 45
°
и 60
°
.
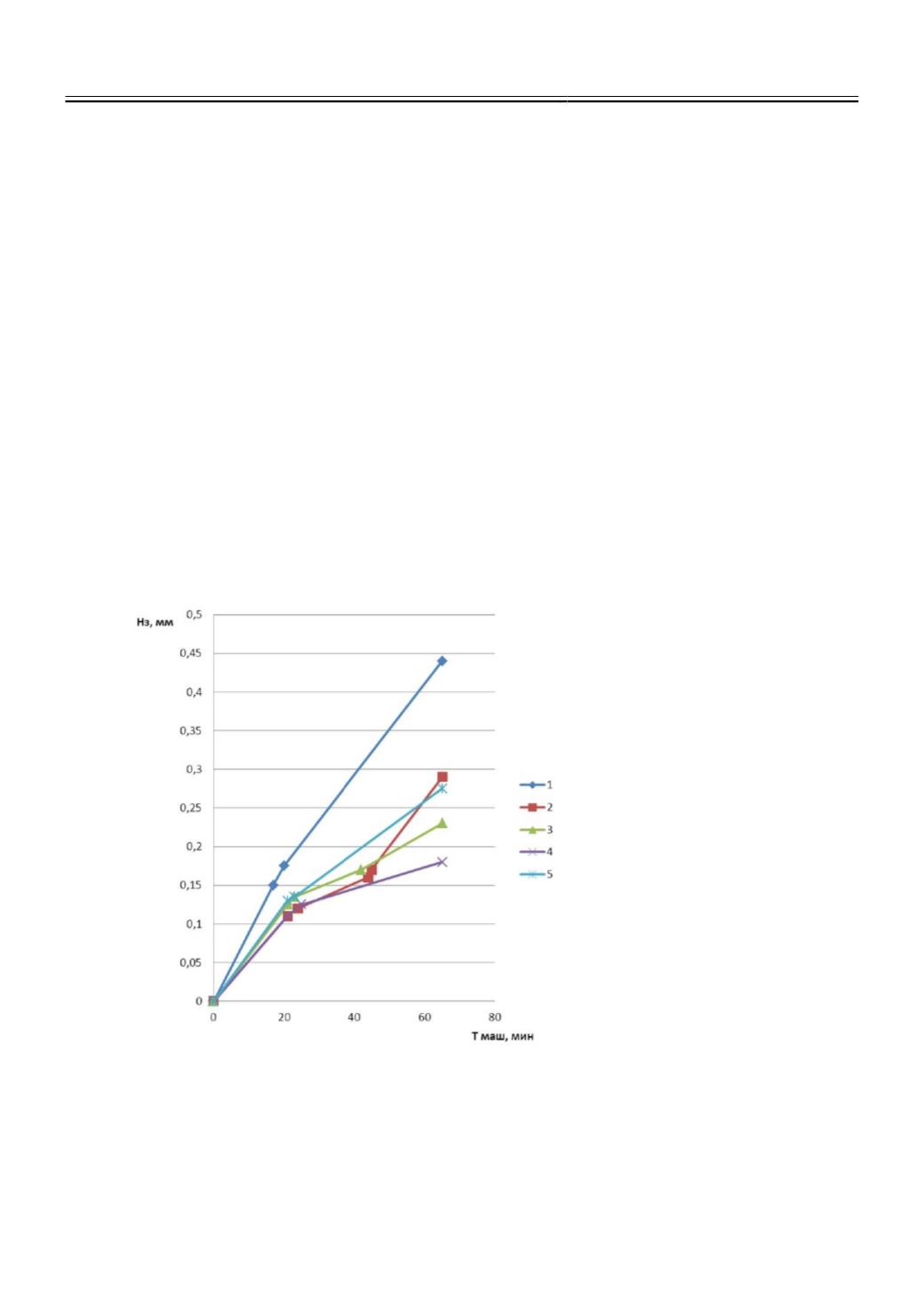
Полученные ре-
зультаты исследования
представлены на рис. 1.
Исследование влия-
ния геометрических пара-
метров инструмента на его
стойкость и точность об-
работки проводятся в виде
однофакторного экспери-
мента.
После обработки
каждого пакета выполня-
ется измерение макси-
мальных наружного и
Рис. 1.
Зависимость износа от времени при растачивании
(n=2 с
-1
,S=0,125 мм/об,) поршневых колец резцом (γ =0° ,
φ=φ
1
=45°, α=11°) оснащенным пластинами:
1.
МС 321 (r=0,4
мм);
2.
МС 321 (r=0,4 мм) с покрытием;
3.
МС 321 (r=1,2 мм)
с покрытием;
4.
ВП 3325 (r=1,2 мм);
5.
ВК 10 ОМ (r=0,8 мм) с
покрытием.