













 175 / 530
175 / 530

Актуальные проблемы в машиностроении. 2016. №3
Инновационные технологии
в машиностроении
____________________________________________________________________
175
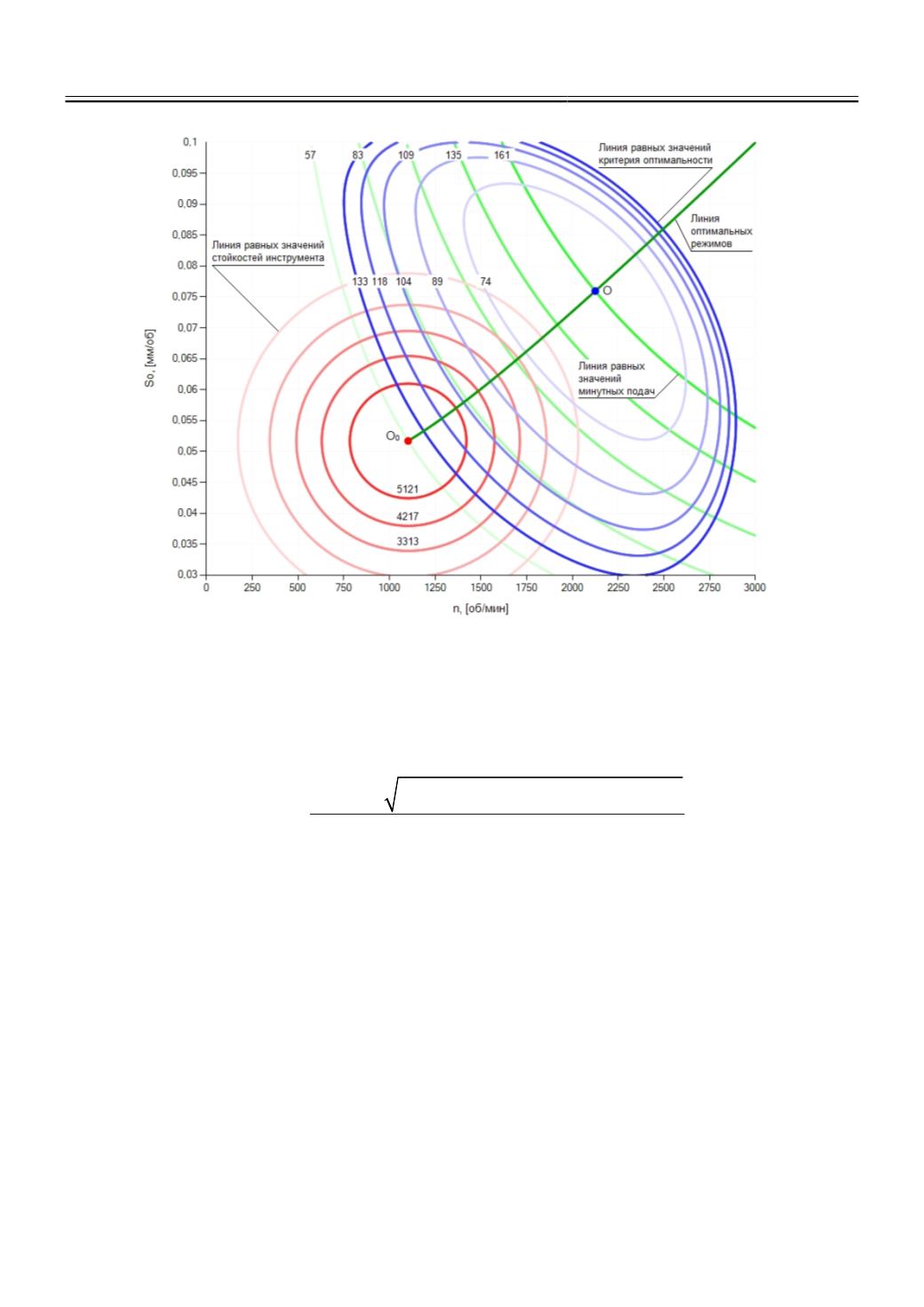
Рис. 1.
Картина стойкости экспоненциальной модели
4,2 мм, обрабатываемый материал –
1Х18Н9Т, вылет сверла –
2 ,
d
0
O
– координата максимальной стойкости,
O
– координата
оптимального режима.
Кривая локальных максимумов стойкости
M
IIS
, на которой находятся координаты
«режимов минимума затрат», имеет выражение:
2
0
(
) 4
4
.
2
s n
s n
n s
n
n
a b a b
a b n b n
S n
b
(3)
Управление процессом резания по крутящему моменту
Основными факторами, влияющими на точность обработки отверстий и стойкость
инструмента при сверлении, являются колебательные возмущения крутящего момента
кр
M
и осевого усилия
ос
P
на сверле. С увеличением глубины сверления изменений
кр
M
или
ос
P
,
вызванные, например, пакетированием стружки в одном из каналов сверла, могут привести к
его поломке или к его значительному уводу.
Начиная сверление на оптимальном режиме (точка
1
O
, см. Рис. 2), регулирование
кр
M
на станке с одноканальной САР будет осуществляться от точки
O
по вектору
1
A
(см.
Рис. 2), не совпадающему с линией
M
IIS
максимальных стойкостей инструмента для
текущих значений минутных подач и, соответственно, больших точностей обработки для
этих же текущих подач. Следствие этого – работа станка при использовании одноканальной