
















 83 / 460
83 / 460

Актуальные проблемы в машиностроении. 2015. №2
Инновационные технологии
в машиностроении
____________________________________________________________________
83
предопределяют стремление специалистов, работающих в области технологии КЭП, к
использованию высокодисперсной упрочняющей фазы.
Существенный интерес в качестве дисперсной фазы КЭП представляют
высокотемпературные бориды, достаточно востребованные в современной технике для
получения износо- и жаростойких материалов и производимые различными
технологическими способами, в том числе в виде нанопорошков. Однако исследования
условий формирования, структуры и свойств КЭП Ni – CrB
2
немногочисленны и
ограничиваются работами [5, 6], в которых в качестве упрочняющих фаз использованы
микропорошок диборида хрома с размером частиц 1 – 3 мкм [5] и нанопорошок с размером
частиц 50 – 70 нм [6], причем работа [6] содержит лишь технологические результаты
производственного опробования нанопорошка для решения конкретной прикладной задачи –
упрочнения стереотипов высокой печати. В связи с этим целью настоящей работы является
изучение особенностей электроосаждения композиционных покрытий на основе никеля,
содержащих в качестве упрочняющей фазы нанопорошки диборида хрома.
Методика экспериментального исследования
Для модифицирования никелевой матрицы использовался нанопорошок диборида
хрома, полученный синтезом из хром-борсодержащей шихты в потоке азотно-водородной
плазмы, содержащей 25 % об. водорода, с начальной температурой 5400 К и закалкой при
температуре 2800 К. Наряду с нанопорошком диборида хрома для сравнительного анализа
применялся микропорошок CrB
2
, полученный магниетермическим восстановлением
трихлорида хрома. Основные характеристики нанопорошка (НП) и микропорошка (МП)
диборида хрома представлены в таблице 1.
Исследование параметров осаждения КЭП проводилось в стандартном электролите
никелирования, содержащем NiSO
4
·7H
2
O – 245, H
3
BO
3
– 30, NaCl – 20, NaF – 6 кг/м
3
– при
рН 5,0 – 5,5, температуре 323 К, катодной плотности тока 0,1 – 1,0 кА/м
2
, концентрации
порошка 1 – 50 кг/м
3
и непрерывном перемешивании электролита. Для приготовления
электролита – суспензии к навеске борида добавляли небольшое количество чистого
электролита, перемешивали до полного смачивания порошка, количественно переносили в
электролизер и разбавляли до требуемой концентрации. Корректировка рН производилась с
помощью растворов NaOH или H
2
SO
4
. Свежеприготовленный электролит прорабатывался в
течение 2-х часов при катодной плотности тока 0,01 – 0,02 кА/м
2
. В условиях лабораторных
исследований осаждение покрытий проводилось в стеклянных термостатированных
электролизерах емкостью 0,001
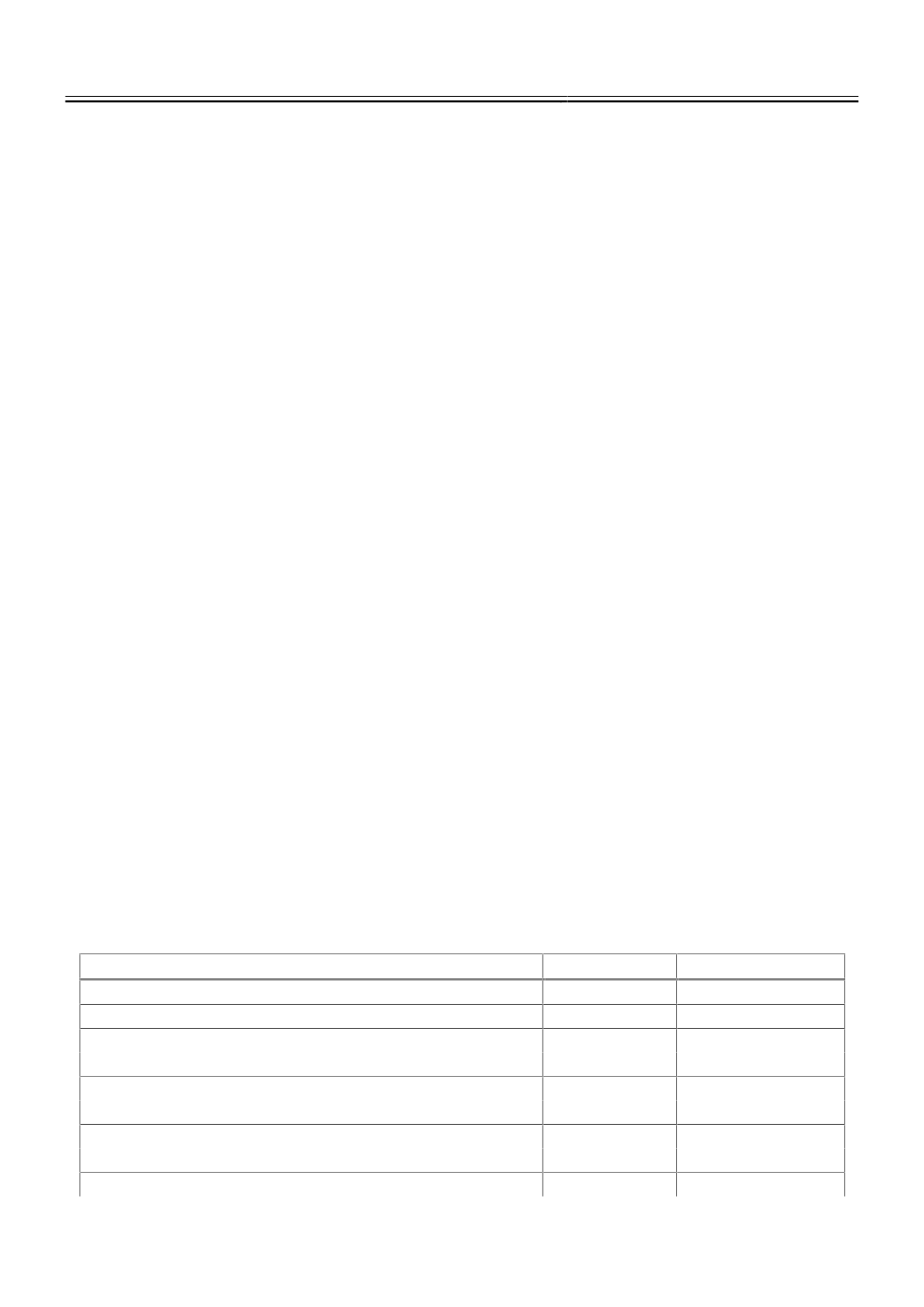
Таблица 1
Основные характеристики нанопорошка (НП) и микропорошка (МП) диборида хрома
Характеристика
НП CrB
2
МП CrB
2
Химический состав основной фазы
CrB
2
CrB
2
, CrB
Содержание основной фазы, %
95,12
93,50*
Содержание примесей, %
свободного хрома
0,55
2,30
свободного бора
0,49
1,91
кислорода
2,72
0,75
азота
1,12
0,37
магния
–
0,93
Удельная поверхность, м
2
/кг
35000
800