
















 78 / 460
78 / 460

Actual Problems in Machine Building. 2015. N 2
Innovative Technologies
in Mechanical Engineering
____________________________________________________________________
78
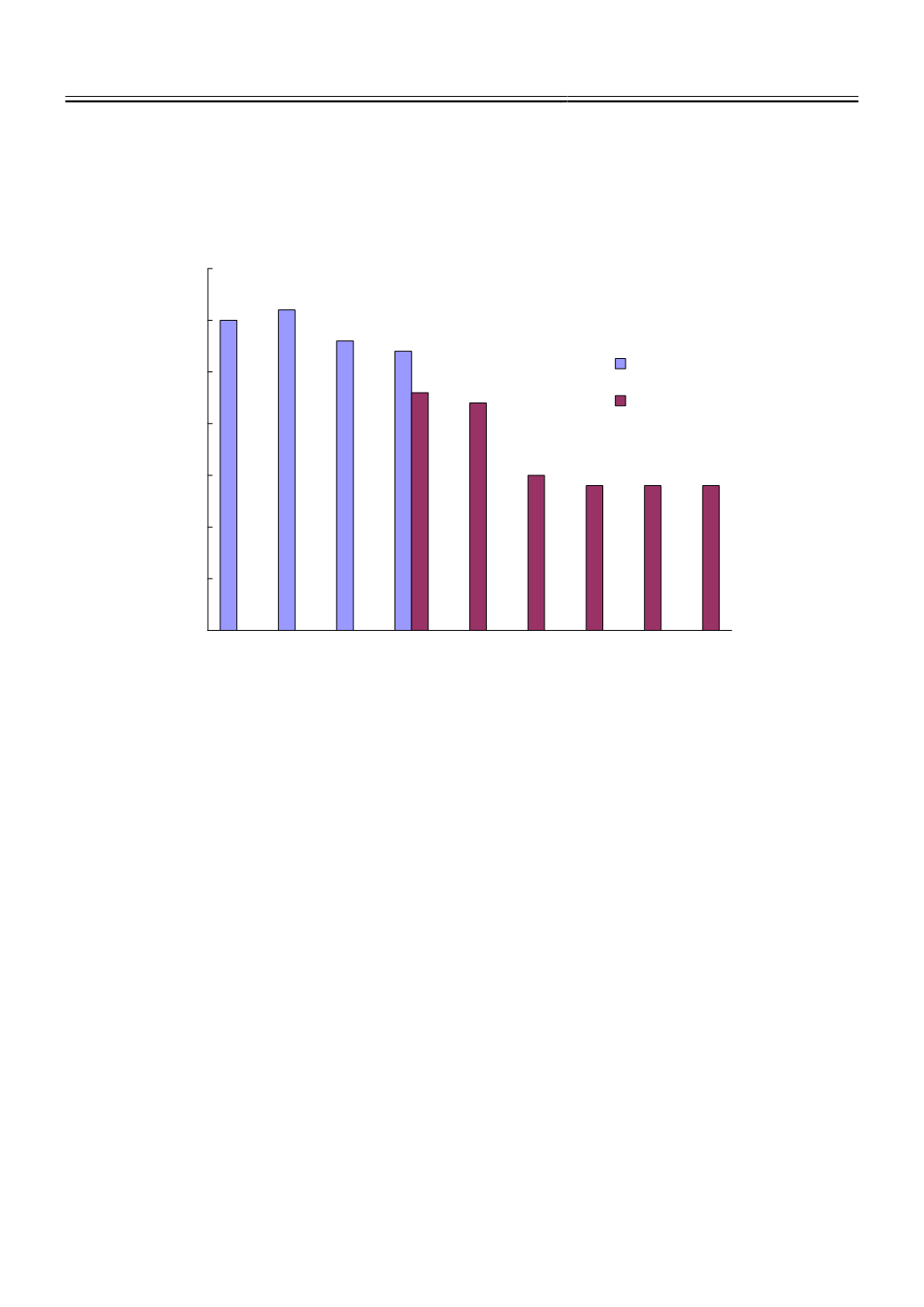
Одним из эффективных путей снижения концентрации хрупкоразрушенных оксидных
включений в стали является снижение концентрации кислорода в расплаве. Проведенные на
ОАО «ЕВРАЗ ЗСМК» в период с 2005 г. по 2013 г. работы по совершенствованию
технологических режимов выплавки, раскисления, внепечной обработки и вакуумирования
рельсовой стали [3-5] позволили уменьшить общее содержание кислорода в рельсах до
уровня 14 ppm, то есть достичь снижения, более, чем в 2 раза (рисунок 2).
30
31
28
27
23
22
15
14
14
14
0
5
10
15
20
25
30
35
2005 2006 2007 2008 2009 2010 2011 2012 2013
Содержание кислорода, ppm
без вакуумирования
с вакуумированием
Рис. 2.
Динамика изменения концентрации кислорода в стали
на ОАО «ЕВРАЗ ЗСМК»
Однако, по данным проведенных статистических исследований [6], указанный
уровень является недостаточным для выполнения требований стандартов по концентрации
кислорода, связанного в хрупкоразрушенные оксидные включения (не более 10 ppm). Таким
образом, необходимо проведение дальнейших исследований по снижению концентрации
кислорода в рельсовой стали.
Методика экспериментального исследования
С целью определения характера и степени влияния технологических параметров
производства стали на содержание общего кислорода в рельсовом металле выполнены
статистические исследования, объектом которых явилась случайная выборка из 190 плавок
рельсовой стали марки Э76Ф текущего производства электросталеплавильного цеха ОАО
«ЕВРАЗ ЗСМК». В ходе проведения исследований применяли методику пассивного
эксперимента с использованием парного регрессионного анализа.
В настоящее время технологический цикл производства рельсовой стали в
электросталеплавильном цехе ОАО «ЕВРАЗ ЗСМК» включает в себя следующие стадии:
выплавка полупродукта в двух дуговых сталеплавильных печах емкостью 100 т каждая;
внепечная обработка расплава на агрегатах «ковш-печь» (АКП) и вакуумматоре камерного
типа; разливка стали на блюмовой МНЛЗ.
При проведении исследований анализировали влияние следующих технологических
параметров: 1) содержание углерода в стали перед выпуском из печи и содержание кремния