
















 84 / 460
84 / 460

Actual Problems in Machine Building. 2015. N 2
Innovative Technologies
in Mechanical Engineering
____________________________________________________________________
84
Продолжение таблицы 1
Размер частиц, мкм
0,02 – 0,07
1 – 6
Форма частиц
шаровидная
осколочная,
неправильная
Коррозионная стойкость в растворах электролитов
Устойчивы в щелочных и
слабокислых электролитах
* в пересчете на CrB
2
м
3
при перемешивании суспензии магнитной мешалкой. Скорость движения электролита
составляла 0,25 – 0,75 м/с. В качестве катодов использовались стальные (сталь 3) образцы с
площадью поверхности 2,0·10
-3
м
2
, обезжиренные перед нанесением покрытий мелом и
декапированные в 10 %-ном растворе HCl. Анодами служили никелевые пластины размером
0,08 × 0,1 м, заключенные в чехлы из ткани типа «хлорин». Выход по току определялся
весовым методом с помощью последовательно подключенного к электролизеру медного
кулонометра.
Содержание диборида хрома в композиционных покрытиях определялось весовым
методом после растворения покрытия в 10 %-ном растворе HNO
3
(ГОСТ 5744-94). Процент
включения CrB
2
в матрицу рассчитывался как отношение массы нерастворимого остатка к
массе покрытия.
Микротвердость покрытий измерялась на микротвердомере ПМТ-3 методом
статического вдавливания перпендикулярно слою покрытия индентора при нагрузке 0,49 Н.
Микротвердость покрытий определялась на образцах толщиной 40 мкм по 5 – 6 измерениям
диагонали отпечатка. Исследовалось влияние катодной плотности тока и концентрации
диборида хрома в электролите на содержание второй фазы и микротвердость покрытий.
Результаты и их обсуждение
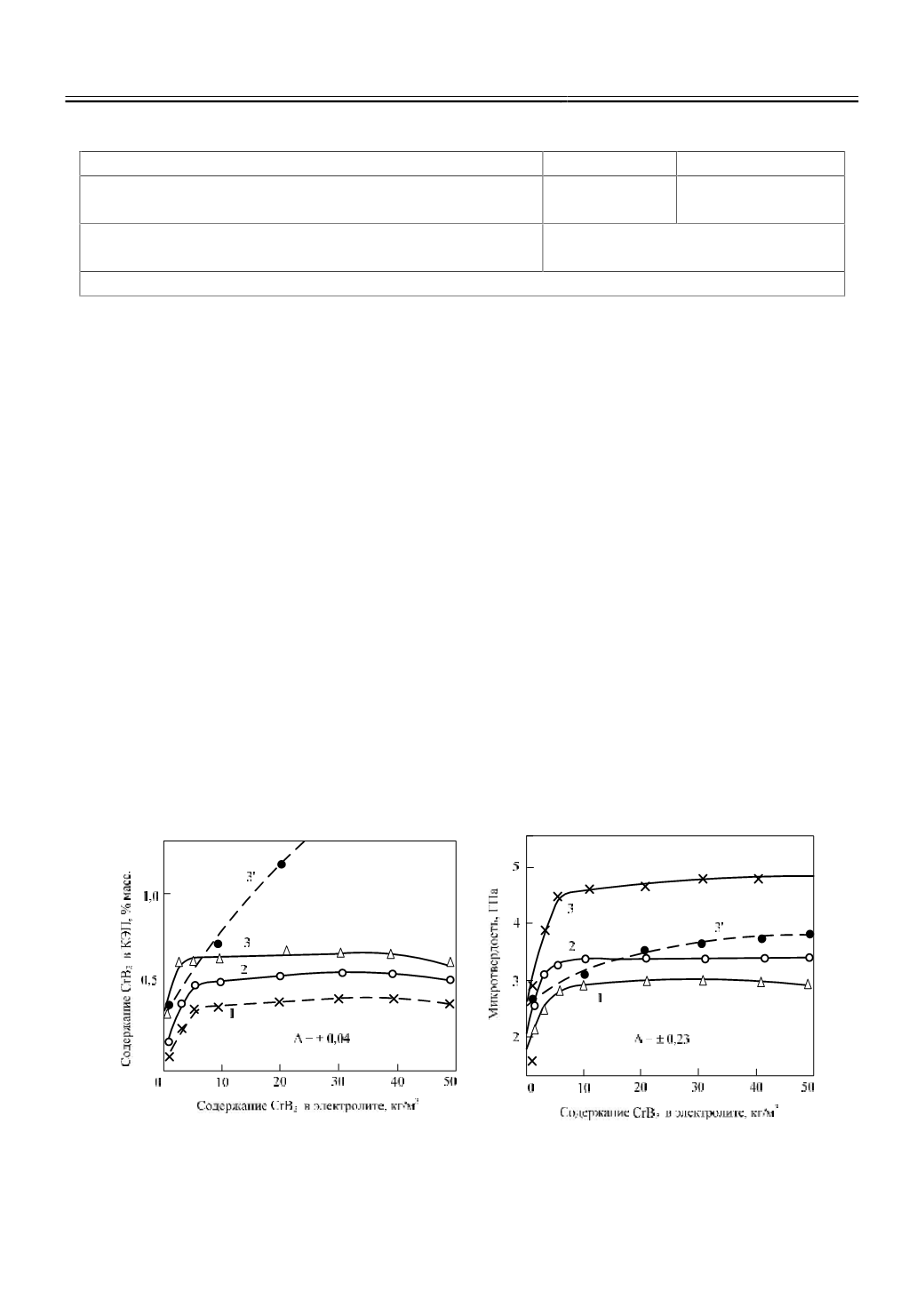
Результаты исследования приведены на рисунке 1. Можно видеть, что повышение
катодной плотности тока приводит к росту содержания наночастиц в покрытии. Так, при
концентрации диборида хрома в электролите 5 кг/м
3
и катодной плотности тока 0,1 кА/м
2
включение частиц диборида хрома в никелевую матрицу составляет 0,34, при 0,5 кА/м
2
– 0,48 и
а
б
Рис. 1.
Влияние условий электролиза на содержание второй фазы (а) и микротвердость покрытий
(б) (катодная плотность тока 0,1 (1); 0,5 (2); 1,0 (3) кА/м
2
для КЭП Ni – НП CrB
2
и 1,0 (3′) кА/м
2
для КЭП Ni – МП CrB
2
)