
















 339 / 460
339 / 460

Актуальные проблемы в машиностроении. 2015. №2
Технологическое оборудование,
оснастка и инструменты
____________________________________________________________________
339
При переносе операции опрессовки анодов на прессе,
работающем в автоматическом режиме возникла необходи-
мость в проектировании нового приспособления. Данное при-
способление должно обеспечить возможность выброса брике-
та из пресс-формы в автоматическом режиме без снятия мат-
рицы с основания. В отличие от существующего приспособ-
ления новое изменится в размерах, что необходимо для его
установки на новый пресс.
Разработка конструкции
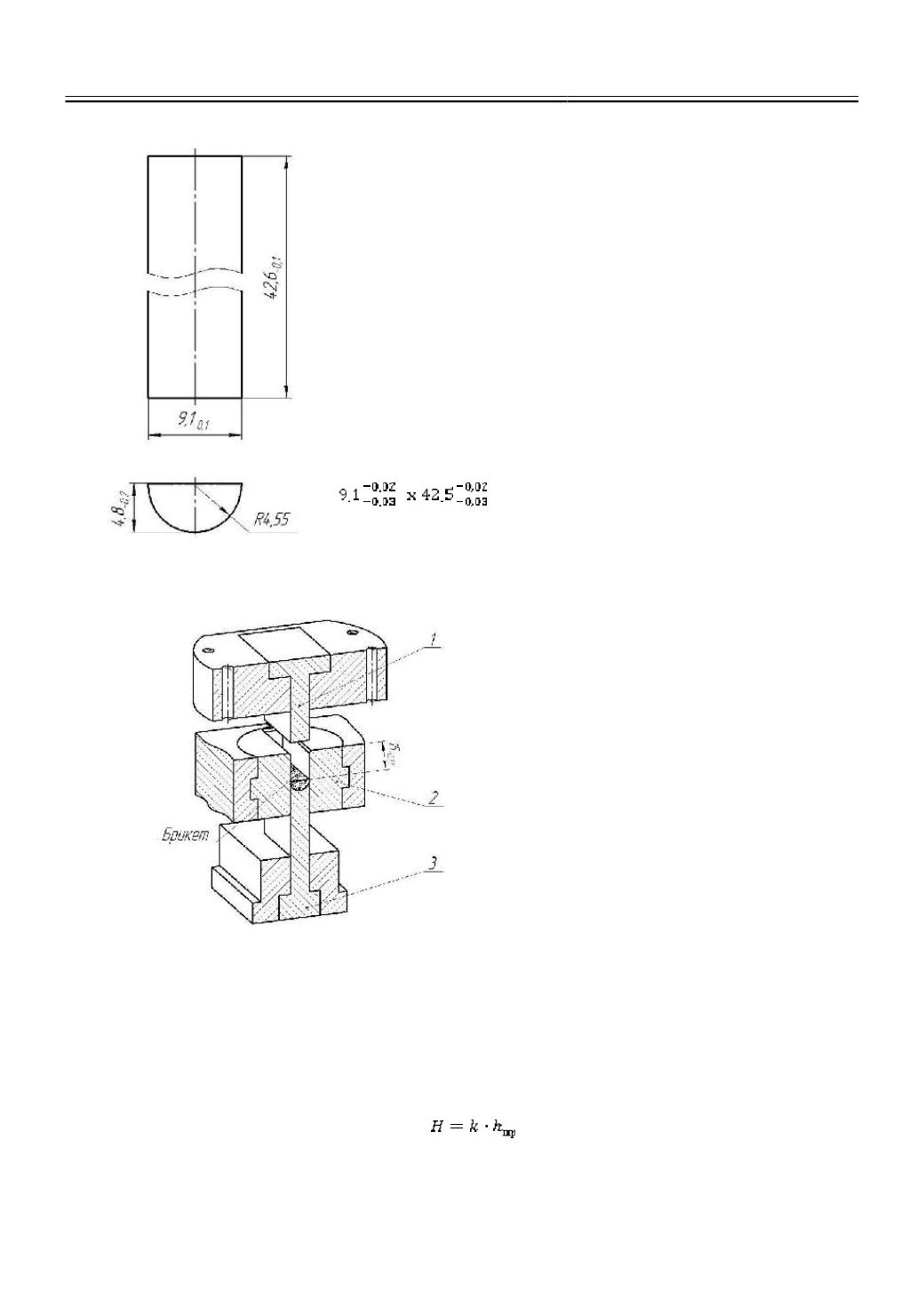
Конструкция приспособления для прессования брикета
включает в себя верхний и нижний пуансон, матрицу (рис.3).
Верхний пуансон изготовлен в форме прямоугольного
стержня. Прямоугольный стрежень имеет габариты
. Пуансон изготовлен из стали У8А с твер-
достью 38…40HRC. Верхний пуансон устанавливается в пу-
ансонодержатель и фиксируется с помощью 4-х болтов М6.
Нижний пуансон внешне повторяет верхний пуансон,
за исключением R4,55мм, который
позволяет сформировать необходи-
мый радиус брикета. Пуансон изго-
товлен из стали У8А с твердостью
38…40HRC. Нижний пуансон уста-
навливается в пуансонодержатель,
фиксируется с помощью пазов рас-
положенных на станке. Для обеспе-
чения износостойкости на поверх-
ность рабочих частей верхнего и
нижнего пунсонов наносится покры-
тие Х12МФ, имеющее твердость
60…62 HRC.
Матрица имеет форму цилин-
дра со сквозным прямоугольным от-
верстием с размером 9,1H7х42,5H7
необходимым для свободного пере-
мещения верхнего и нижнего пуан-
сона. Отверстие имеет фаски 1х45
0
,
необходимые для центрирования пуансонов. Матрица изготовлена из стали 12ХН3А, кото-
рую используют в деталях с высокой прочностью, пластичностью и высокой поверхностной
твердостью [1]. Поверхность отверстия покрыто сталью Х12МФ для повышения твердости
внутренней полости матрицы, где происходит прессование брикета.
При разработке конструкции необходимо рассчитать высоту камеры H, которая зави-
сит от свойств порошка (пористость)[2]
(1)
где k – коэффициент обжатия; h
пр
– высота спрессованного изделия, мм. H=6,72 мм
Рис. 2.
Брикет
Рис. 3.
Общий вид приспособления.
1 – верхний пуансон, 2 – матрица , 3 – нижний пуансон.