
















 187 / 460
187 / 460

Актуальные проблемы в машиностроении. 2015. №2
Инновационные технологии
в машиностроении
____________________________________________________________________
187
Проблемы объединения баз данных
Работа двух разных СУБД не будет осуществляться корректно без периодической
проверки наличия новой номенклатуры и технологии изготовления. Программистом 1С и
администратором пакета программ компании АСКОН был написан SQL запрос из базы
данных ЛОЦМАН: PLM на наличие новой номенклатуры деталей и технологии
изготовления. При наличии новой деталей и технологического процесса на нее в базе
ЛОЦМАН: PLM происходит автоматическое создание номенклатуры в базе 1С с
прикреплением материала, нормы расхода. Вторым этапом автоматически создается
технологическая карта для планирования загруженности оборудования. В технологическую
карту заносится оборудование, наименование операции и норма времени, затрачиваемая на
выполнение.
В качестве первого этапа перехода на автоматизированное создание номенклатуры
деталей в базе данных 1С УПП решено автоматизировать процесс создания и прикрепления к
ранее созданной номенклатуре технологических карт.
Перед началом работы необходимо было решить, какие параметры передавать из
технологической карты, созданной технологом в программе ВЕРТИКАЛЬ и прикрепленной к
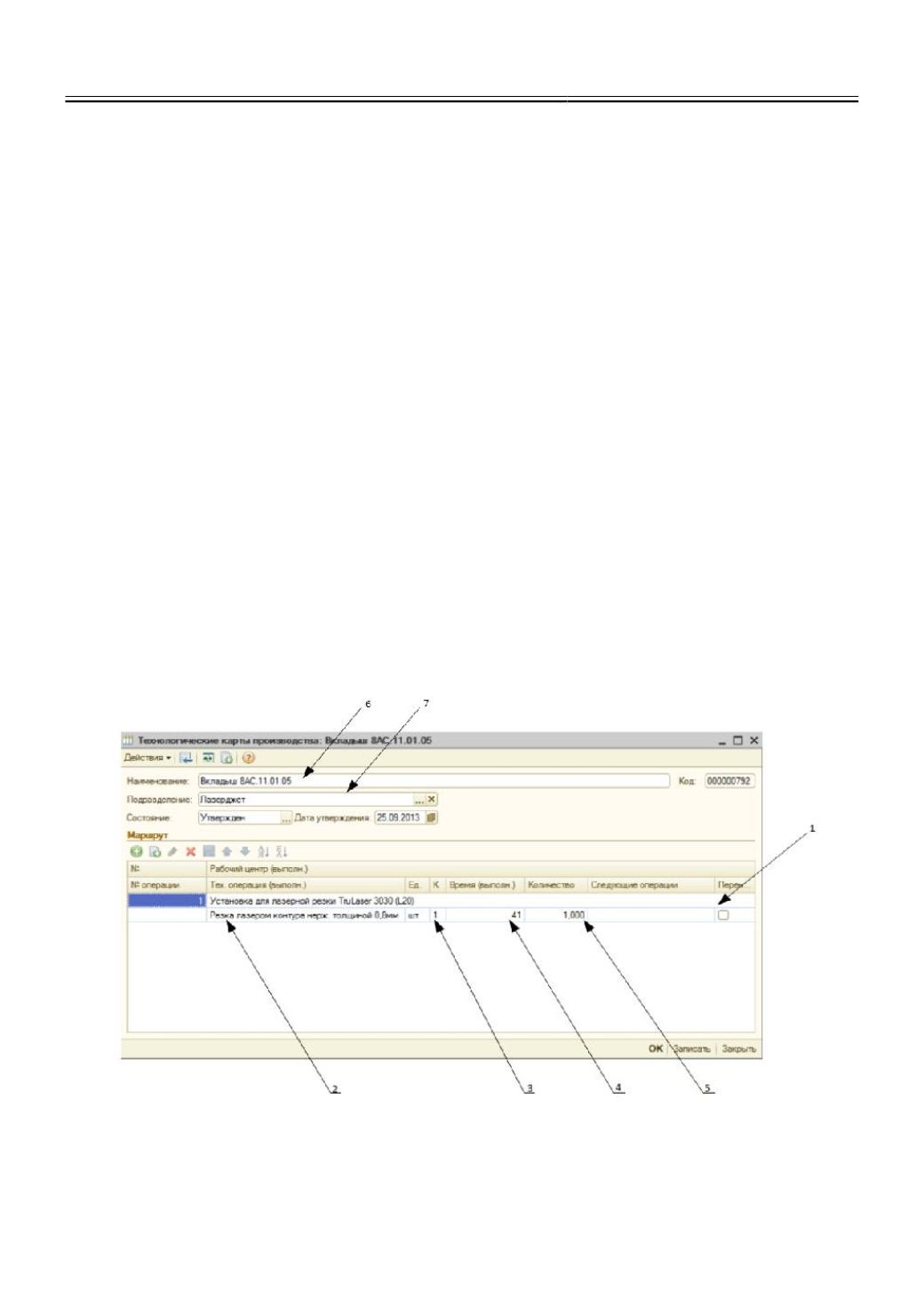
детали в базе ЛОЦМАН: PLM, в технологическую карту 1С. Технологическая карта
представлена на рисунке 1. Включает в себя несколько полей, обязательных для заполнения.
Поле «рабочий центр» содержит в себе оборудование (станок) предназначенный для
определенной операции и закрепленный за определенным участком производства, согласно
планировке цеха. Поле «наименование операции» содержит не только название операции, но
и обрабатываемый материал (необходимо для снабжения материалом участка). Поле «время
выполнения» отвечает за машинное и подготовительно-заключительное время на выполнение
одной операции над одной деталью в секундах. Поле «подразделение» это название участка
производства (дочернего производства), на котором выполняется операция.
Атрибуты, передаваемые из программы ВЕРТИКАЛЬ ЛОЦМАН: PLM, представлены
Рис. 1.
Форма технологической карты производства в 1С УПП (1 — рабочий цент, 2 —
наименование операции, 3 — кратность, 4 — время выполнения операции, 5 — количество
одновременно изготавливаемых деталей, 6 — наименование детали, 7 — подразделение).