
















 182 / 460
182 / 460

Actual Problems in Machine Building. 2015. N 2
Innovative Technologies
in Mechanical Engineering
____________________________________________________________________
182
небольшой толщине стенки дефектной гильзы.
Следует отметить, что установка ремонтной
втулки экономически и технологически
нецелесообразна в случаях наличия единичных
дефектов небольшой глубины (до 150 мкм) на
зеркальной поверхности гильзы.
Восстановление
работоспособности
зеркальной
поверхности
гильзы
гидроцилиндра при наличие единичных
дефектов возможно гальваническим способом
с последующей механической обработкой [2,
3]. Применение данного метода позволяет
локализовать процесс нанесения покрытия и
восстанавливать поврежденную поверхность.
Однако для эффективного применения
указанного метода для восстановления
зеркальной
поверхности
гильзы
гидроцилиндра
необходимо
определить
режимы осаждения материала покрытия и
состав электролита, обеспечивающие получение качественного слоя.
Методика экспериментального исследования
Гильзы гидроцилиндров изготавливаются из стали 35, 45, 30ХГСА, 40Х [1]. В
качестве модельного материала для проведения экспериментальных исследований по
восстановлению работоспособности зеркальной поверхности, была выбрана сталь 45 ГОСТ
1050-88 . Экспериментальные исследований проводились на образцах размерами 25х25х5 мм
с изолированием поверхностей не подлежащих восстановлению клеем БФ-6
ГОСТ 12172 [4]
.
На основе анализа литературных данных был выбран состав электролита для
гальванического осаждения покрытия [5]. Основными компонентами электролита являются
NiSO
4
, NaCl, MgSO
4
, H
3
BO
4
в следующих концентрациях NiSO
4
-300 г/л, NaCl-10г/л, MgSO
4
-
60 г/л, H
3
BO
4
-15г/л [5]. Кислотность электролита составляла рН=5.
В качестве нерастворимого анода использовалась свинцовая пластина размерами
30х50х7 мм.
Расчетное значение толщины наносимого покрытия определялось по формуле [6]:
, (1)
где
продолжительность электролиза, ч;
– электрохимический эквивалент, г/(А ч)
(для никеля
); -выход металла по току, % (для никеля
;
; -плотность металла покрытия, г/см
3
(
для никеля
г/см
3
)
.
Одним из факторов, влияющих на качество осаждаемого покрытия и его толщину,
является температура электролита [7]. Экспериментальные исследования по
гальваническому осаждению покрытия на модельный материал производились при
следующих температурах электролита - 22
°
С, 34
°
С и 46
°
С. Время осаждения
гальванического покрытия составляло 120 минут.
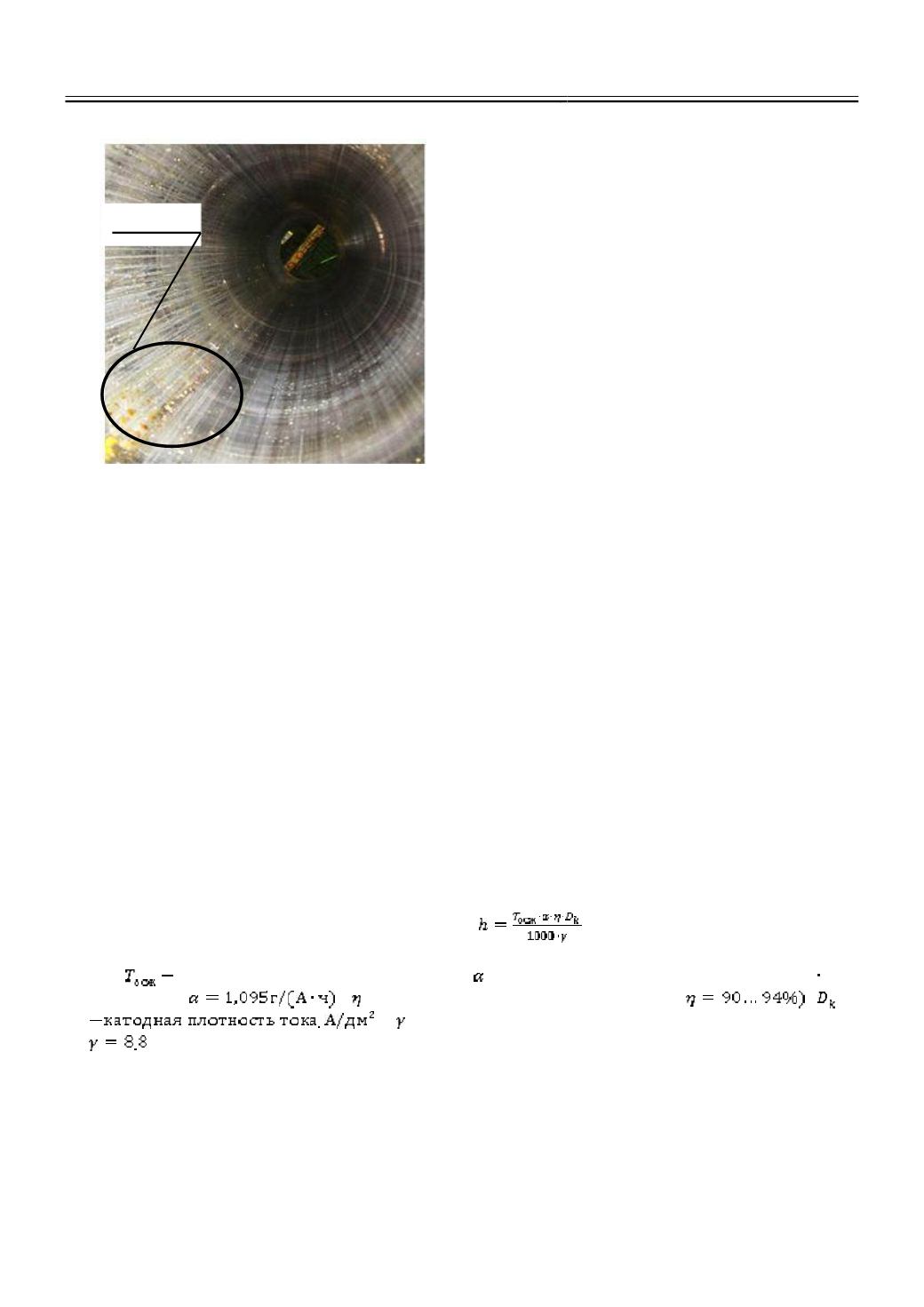
Рис. 1.
Царапины и следы коррозии на
поверхности гильзы гидроцилиндра
дефекты