













 81 / 457
81 / 457

Современные технологии и автоматизация в машиностроении
81
Высокие требование современной промышленности к производительности, экономичности и
качеству продукции производимой методами лезвийной обработки ведет к созданию новых высоко-
эффективных инструментальных материалов. К таким материалам относятся минералокерамика. Она
обладает высокой твердостью, износостойкость, теплостойкостью и низкой себестоимостью. Также
данные материалы обладают низкой шлифуемостью, что затрудняет их шлифование с целью измене-
ния геометрических параметров режущего инструмента и вследствие его износа. Поэтому в настоя-
щее время инструмент из минералокерамики выпускается в виде быстросменных пластин, которые
утилизируются после их однократного износа. Это приводит к увеличению расхода инструменталь-
ного материала.
Шлифования инструмента из минералокерамики возможно при помощи разработанного нами
метода комбинированного электроалмазного шлифования [1, 2]. Как показывают исследования [3 –
22], данный метод позволяет производить обработку труднообрабатываемых материалов, получая
при этом качественные поверхности и режущую кромку. Для затачивания труднообрабатываемых
материалов рекомендуется использовать алмазные круги для электроалмазного шлифования [23 –
25].
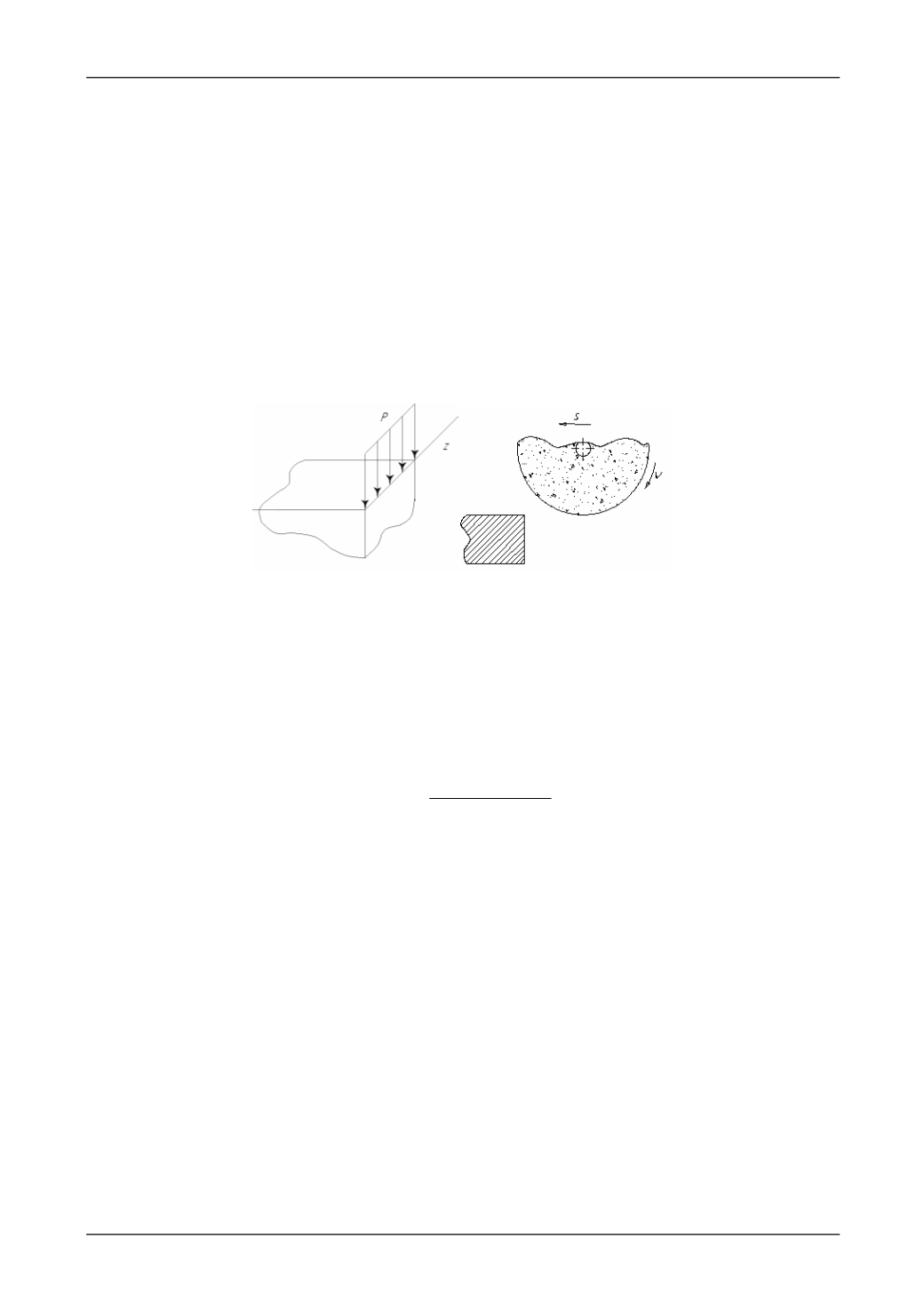
Рис. 1. Схема распределения нагрузки (а), схема затачивания инструмента (б).
Проведенные ранее исследования [26 – 30] показали, что величину сколов возникающих на
режущей кромке инструмента при его затачивании можно спрогнозировать. Исследования показали,
что наиболее опасные напряжения возникают в случае, когда сила равномерно распределена вдоль
режущей кромки, а передняя и задняя поверхность не нагружены (Рис 1., а).
Данная схема характеризует процесс затачивания инструмента по передней поверхности пе-
риферией круга прямого профиля (Рис. 1., б).
В этом случае при соблюдении условия прочности материала режущего элемента
В T
ве-
личину сколов на режущей кромке в процессе затачивания можно определить по уравнению:
В
P
)
sin
(
sin 2
2
2
2
max
.
(1)
где:
P
– величина нагрузки;
– угол заострения;
В
– предел прочности инструментального мате-
риала.
Для расчета принимаем минералокерамический материал марки ОНТ-20 (кортинит). Предел
прочности
В
= 600 мПа (ТУ 2-036-087 – 82). Угол заострения
= 90
0
(рекомендуемый угол заост-
рения для минералокерамических материалов). Нагрузка
P
экспериментально определена в зависи-
мости от метода затачивания.
P
= 30 Н установлена при использовании электроалмазного шлифова-
ния с одновременной непрерывной правкой шлифовального круга.
P
= 200 Н при затачивании ал-
мазным шлифованием кругами на органической связке без использования СОЖ. Значения нагрузки
принято для инструментальных материалов со схожими физико-механическими свойствами.
Решая уравнение (1) получаем:
- максимальная величина сколов на режущей кромке при электроалмазном шлифовании с од-
новременной непрерывной правкой шлифовального круга
max
= 4 мкм;
- максимальная величина сколов на режущей кромке при затачивании алмазным шлифовани-
ем кругами на органической связке без использования СОЖ
max
= 27 мкм.
Исследования и расчеты предела прочности показали, что при шлифовании материала марки
ОНТ-20 методом алмазного шлифования без применения СОЖ следует ожидать разрушение режу-
щей кромки в пределах 27 мкм. Следовательно, данный метод не может быть рекомендован для об-
работки данного материала.