













 302 / 457
302 / 457

Механики XXI веку. №15 2016 г.
302
а) б)
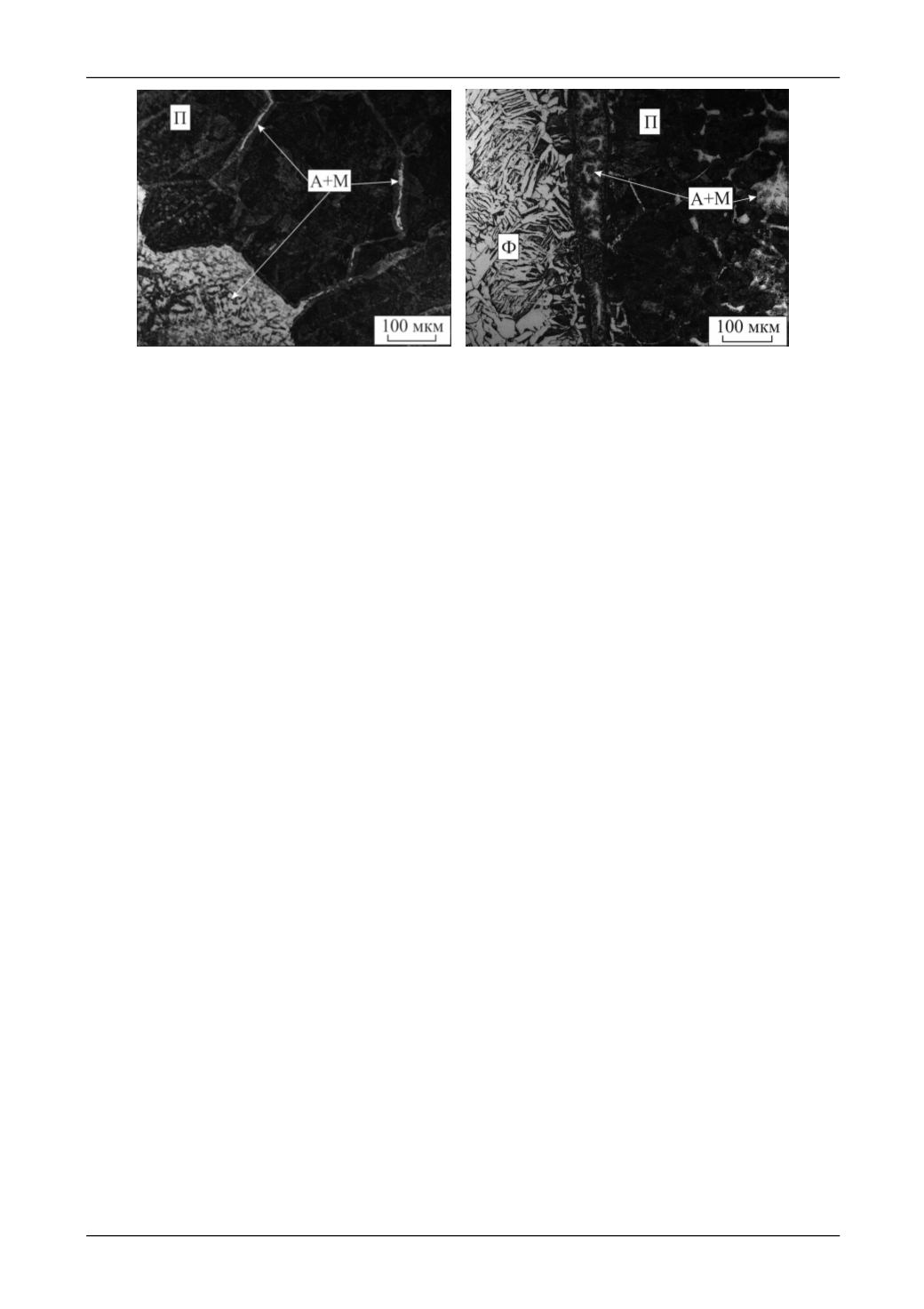
Рис. 3. Структура облоя, сформированного при сварке сталей Э76 и 12Х18Н10Т
через низкоуглеродистую вставку толщиной 5 (а) и 20 (б) мм.
А - остаточный аустенит, М - мартенсит, П - перлит, Ф - феррит.
Поскольку процесс стыковой контактной сварки заканчивается формированием облоя, остав-
шаяся часть вставки может выдавливаться из сварного шва. Структура облоя, сформированного при
сварке разнородных сталей Э76 и 12Х18Н10Т, сваренных через низкоуглеродистую вставку толщи-
ной 5 и 20 мм, представлена на рисунке 3. В случае вставки, толщиной 5 мм, в облое наблюдается
аустенитно-мартенситная прослойка (рисунок 3 а). Вероятно, что вставка, толщиной 5 мм, полностью
сгорает, выполняя при этом в процессе сварки функцию барьерного слоя. При ширине вставки 20 мм,
низкоуглеродистая сталь частично остается в сварном шве (рисунок 2 б), микротвердость данной
прослойки составляет около 190 HV. Ширина феррито-перлитного слоя изменяется от 150 до 400
мкм. Исследования облоя показали наличие игольчатого феррита (рисунок 3 б), такая структура на-
блюдается в сталях с содержанием углерода менее 0,4 %. Ее образование произошло при ускоренном
охлаждении стали 20, выдавленной из зоны сварного шва при осадке.
Выводы.
Таким образом, использование низкоуглеродистого барьерного слоя при контактной
стыковой сварке аустенитной хромоникелевой стали 12Х18Н10Т и высокоуглеродистой перлитной
стали Э76 существенно влияет на структуру сварного шва. Уменьшается ширина сварного шва и ко-
личество мартенситной составляющей. Вставка, толщиной 5 мм, полностью выгорает в процессе
сварки и не наблюдается даже в облое. Использование вставки, толщиной 20 мм, в процессе сварки
приводит к формированию самостоятельного феррито-перлитного слоя в сварном шве.
Литература:
1. Zhipeng C. Residual stresses in flash butt welded rail // Transactions of JWRI, 2011. V. 40. №.1. pp. 79-87.
2. Генкин И.З. Сварные рельсы и стрелочные переводы / И.З. Генкин // Путь и путевое хозяйство, 2000.
№ 12. С. 14 – 20.
3. Кучук-Яценко С.И., Швец Ю.В., Думчев Е.А. и др. Контактная стыковая сварка железнодорожных
крестовин с рельсовыми окончаниями через промежуточную вставку // Автоматическая сварка, 2005. № 1. С. 6–
9.
4. Глюзберг Б.Э. Высокоскоростное движение и проблемы стрелочного хозяйства // Вестник ВНИИЖТ,
2010. № 4. С. 3 - 7.
5. Блумауер Й. Способ соединения деталей стрелки: пат. 1819305 СССР. № 5001090/11; заявл. 19.07.91;
опубл. 30.05.93, Бюл. № 20. 2 с.
6. Бивалькевич А.А., Батаев А.А., Буров В.Г., Батаев В.А., Хлебников С.В. Особенности хрупкого раз-
рушения сварных соединений разнородных сталей // Ползуновский вестник, 2005. № 2-2. С. 44-46.
7. Денисова А.С., Градусов И.Н., Матц О.Э. Структурные исследования сварных соединений разнород-
ных сталей после термической обработки // Уральская школа молодых металловедов: сборник материалов и
докладов XVI Международной научно-технической Уральской школы-семинара металловедов – молодых уче-
ных (Екатеринбург, 7–11 декабря 2015 г.). В 2 ч. Ч. 1. Екатеринбург: УрФУ, 2015. С. 64-66.
8. Lee M.K., Lee J.G., Choi Y.H., Kim D.W., Rhee C.K., Lee Y.B., Hong S.J. Interlayer engineering for dis-
similar bonding of titanium to stainless steel // Materials Letters, 2010. V. 64. pp. 1105 - 1108.
9. Tomashchuk I., Sallamand P., Jouvard J.M. Multiphysical modeling of dissimilar welding via interlayer //
Journal of Materials Processing Technology, 2011. V. 211. pp. 1796 - 1803.