













 293 / 457
293 / 457

Материаловедение, динамика и прочность машин и механизмов
293
а)
б)
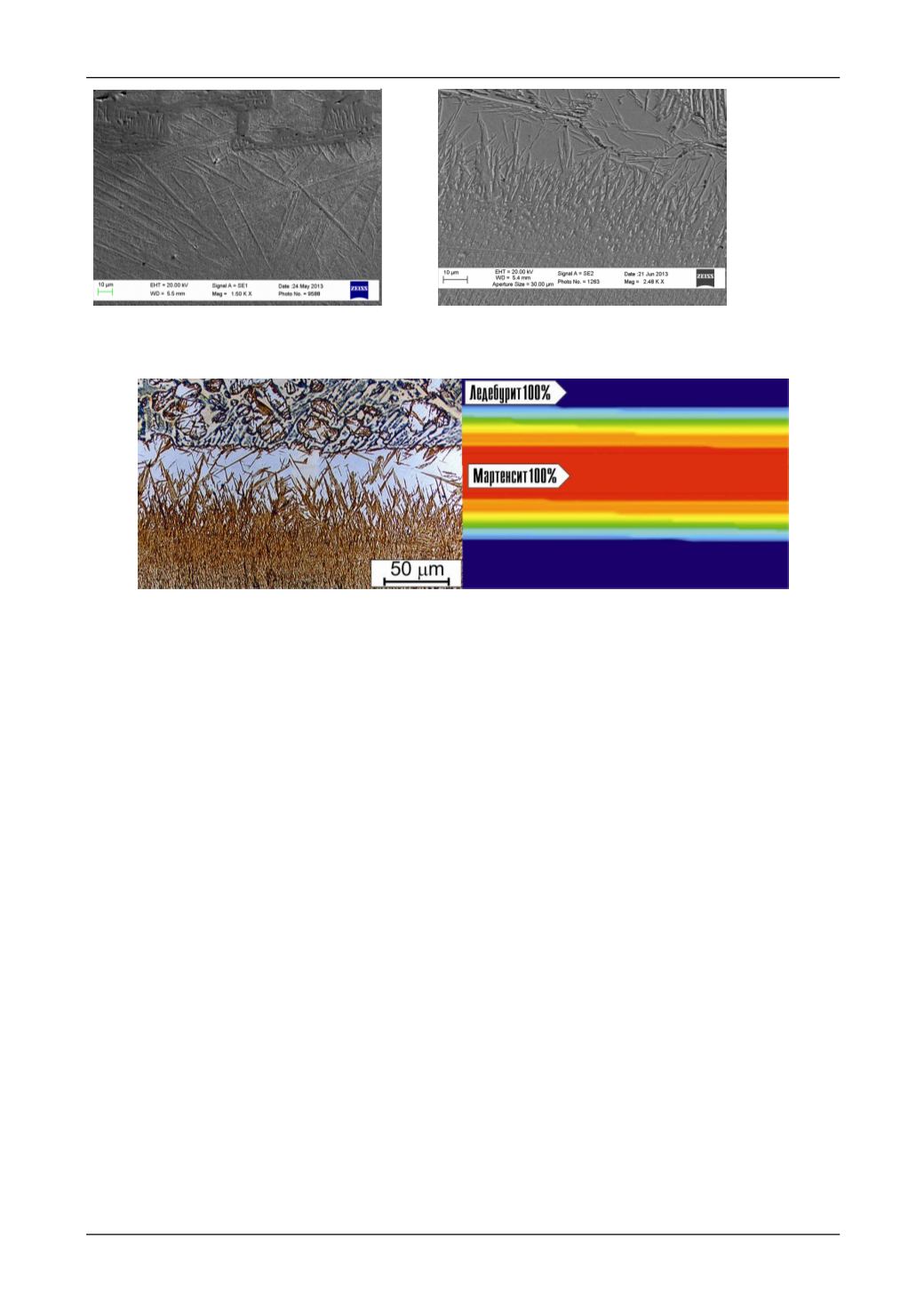
Рис. 3. Особенности строения переходной зоны:
а) в образцах, охлажденных на воздухе; б) в образцах, охлажденных в воде
а)
б)
Рис. 4. Распределение структурных составляющих стали 20
с высокоуглеродистым поверхностным слоем вблизи переходной зоны:
а) оптическая микроскопия; б) результаты моделирования структурно-фазовых превращений
На рисунке 4 представлены результаты металлографических исследований и моделирования
структурно-фазовых превращений для стали 20 с высокоуглеродистым поверхностным слоем, сфор-
мировавшимся после охлаждения в воде. Наблюдается образования мартенсита, как в аустените, вхо-
дящим в состав ледебурита оплавленного слоя (рис. 4,
а
), так и в переходной зоне (рис. 3,
б
). Сфор-
мировавшаяся структура обеспечила повышение микротвердости до 7000-7500 МПа.
Выводы:
1. Предлагаемая технология высокоэнергетического воздействия токами высокой частоты для
получения высокоуглеродистых слоев повышенной твердости может составить в производстве кон-
куренцию классической цементации низкоуглеродистой стали. За счет мгновенного разогрева по-
верхностный науглероживающий слой расплавляется, перемешивается с основой и в процессе уско-
ренного охлаждения образуется сложная структура материала.
2. Методами оптической и растровой микроскопии показано, что в процессе обработки ВЭН
ТВЧ и последующего воздушного охлаждения на поверхности низкоуглеродистой стали образуется
доэвтектический чугун, обладающий высокой микротвердостью (6000-6500 МПа), а, следовательно,
высокой износостойкостью. Если процесс обработки завершить охлаждением в воду, то это приведет
к образованию мартенситной фазы и, как следствие, к повышению микротвердости (7000-7500 МПа)
и износостойкости.
3. Численно методом конечных элементов решена задача моделирования напряженно-
деформированного состояния материала при поверхностном упрочнении высокоэнергетическим на-
гревом токами высокой частоты. Показано, что при ВЭН ТВЧ скоростей нагрева и охлаждения со-
ставляют, соответственно:
V
Н
= 5…50·10
3
o
C/с и
V
O_700-500
= 3…33·10
3
o
C/с (в интервале температур
(700…500)°С ). При этом уровень остаточных напряжений на поверхности образца составляет
max
C
≈ -300…-400 МПа. Разработанную математическую модель в дальнейшем рекомендуется ис-
пользовать для оптимизации технологических режимов обработки при обеспечении более масштаб-
ных упрочненных слоев, сравнимых с толщиной цементованных слоев, получаемых методами клас-
сической технологией цементации (до 1-1,5 мм).