













 291 / 457
291 / 457

Материаловедение, динамика и прочность машин и механизмов
291
из наиболее экономически выгодных методов решения отмеченной проблемы является химико-
термическая обработка стали. Самым распространенным способом на сегодняшний день является
процесс цементации с последующей закалкой и отпуском. Основной недостаток данного способа –
высокая трудоемкость и длительность процесса. Вторая проблема заключается в том, что при реали-
зации стандартных технологических процессов поверхностного насыщения сталей упрочняющими
элементами практически невозможно обрабатывать крупногабаритные изделия. Эффективным реше-
нием отмеченной проблемы является применение технологий высокоэнергетического воздействия на
поверхностные слои материала с целью их легирования. В современном производстве с успехом ис-
пользуются такие методы поверхностного упрочнения материалов, как лазерная обработка [10, 11],
плазменная и электродуговая наплавка [12 - 17], электронно-лучевая обработка [18 - 21]. Эти техно-
логии позволяют значительно ускорить процесс упрочнения поверхностного слоя. Такие тепловые
источники как лазерный луч, плазма, электронный пучок могут быть использованы для быстрого на-
грева или расплавления поверхности за короткий промежуток времени, в течение которого тепло не
успеет проникнуть в глубокие объемы изделия, в связи с чем, не изменятся свойства его внутренних
объемов.
Работ, посвященных поверхностному легированию углеродом низкоуглеродистых сталей при
воздействии токов высокой частоты, очень мало [22, 23]. Вероятно, это связано с тем, что при осуще-
ствлении данного вида обработки очень трудно закрепить насыщающую среду (углерод) на поверх-
ности обрабатываемой детали. В процессе обработки ТВЧ при воздействии мощного магнитного по-
ля порошок углерода «сдувается» с поверхности образца. Найти технологическое решение для лик-
видации указанной проблемы также является актуальной задачей.
Цель данной работы заключалась в разработке технологии поверхностного легирования угле-
родом низкоуглеродистой стали с применением высокоэнергетического нагрева токами высокой час-
тоты.
Материалы и методика экспериментального исследования. Материалы и методы натурных
экспериментов. В качестве образцов для поверхностного упрочнения использовались бруски с разме-
рами 10×10×100 мм из стали 20 (0,19 % С, 0,47 % Mn, 0,20 % Si, 0,009 % P, 0,042 % S, 0,15 % Ni, 0,15
% Cu), предварительная подготовка которых производилась на обрабатывающем центре DMC 635 и
плоскошлифовальном станке 3Г71. В качестве науглероживающей среды использовали графит марки
ГЛ-1 (ГОСТ 5279-74). На поверхность бруска наносили графит с эпоксидной смолой, после затверде-
вания которой, производили повторное шлифование поверхности. Толщина слоя науглероживающей
среды составляла 0,1…0,2 мм. Контроль размеров осуществлялся на профилографе-профилометре
Form Talysurf Series 2.
Обработка образцов с затвердевший покрытием осуществлялась на установке, привод главно-
го движения которой имеет плавное регулирование скорости в диапазоне Vд= (5…200) мм/с. Источ-
ником энергии выбран ламповый генератор марки ВЧГ 6-60/0.44 с рабочей частотой тока 440·103 Гц.
Процесс нагрева осуществлялся по глубинной схеме (толщина упрочненного слоя не превышала глу-
бины проникновения тока в горячий металл – 0,6…0,8 мм) непрерывно-последовательным способом.
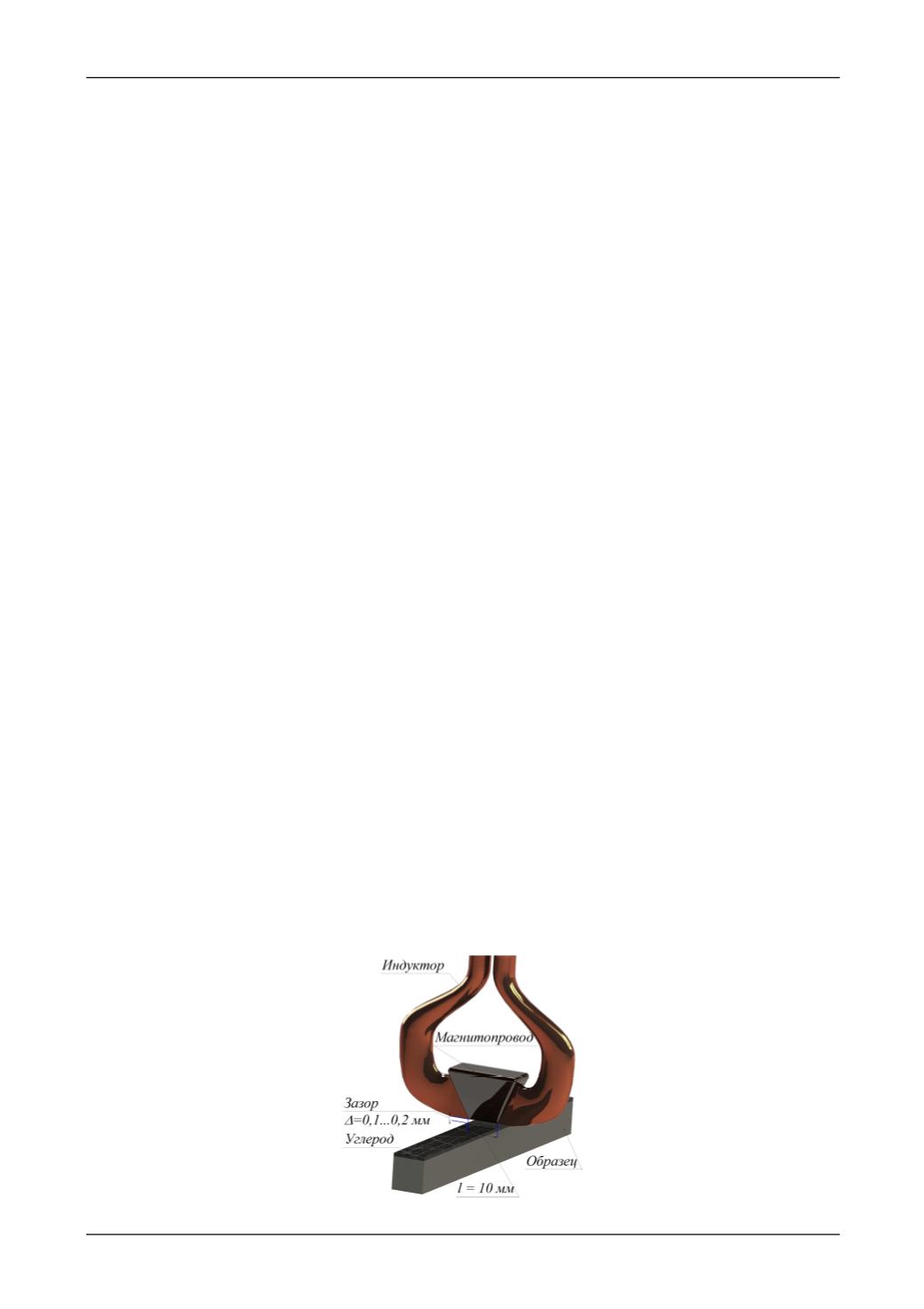
При упрочнении использовался индуктор петлевого типа, оснащенный ферритовым магнитопрово-
дом марки N87 (рис. 1) [24 - 26]. ВЭН ТВЧ экспериментальных образцов проводилась по следующим
режимам: удельная мощность источника qи = (1,5 - 4,0)·108 Вт/м2, скорость перемещения детали Vд
= (5…100) мм/с. Ширина активного провода индуктора составляла Rи = 2 мм, обработка осуществля-
лась с зазором Δ = 0,1…0,2 мм, с последующим интенсивным водяным душевым охлаждением по-
верхности (коэффициент теплоотдачи
= 30·103 Вт/(м2·оС) или охлаждением на воздухе.
Рис. 1. Схема обработки при ВЭН ТВЧ