















 79 / 142
79 / 142

Актуальные проблемы в машиностроении
. Том 4. № 1. 2017
Технологическое оборудование,
оснастка и инструменты
____________________________________________________________________
79
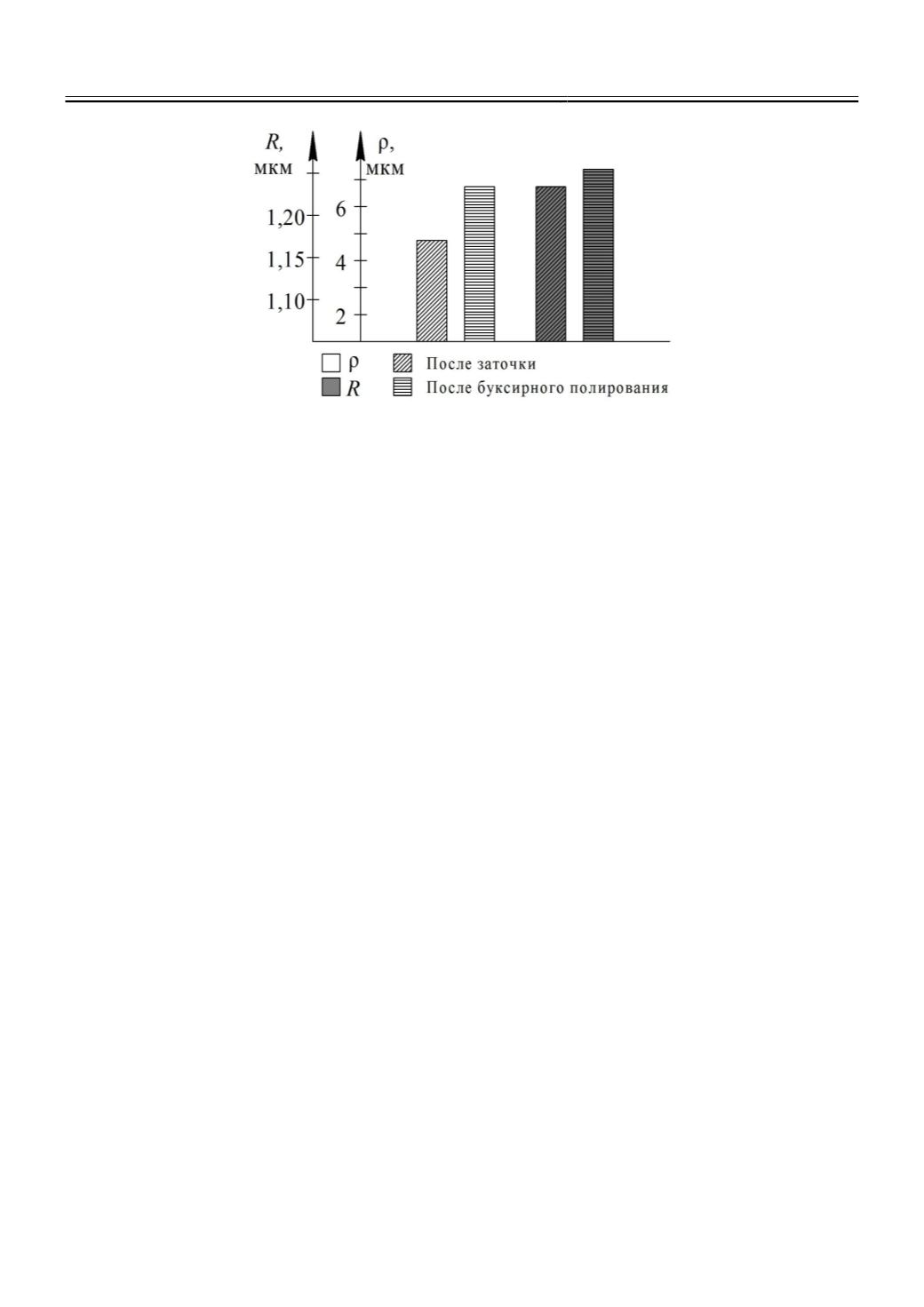
Рис. 4.
Изменение радиуса округления и шероховатости режущих кромок
концевых фрез после буксирного полирования в абразиве
М
5/300
Результаты и обсуждение
Из приведённого графика (см. рис. 3) следует, что наименьшие величины радиуса
округления достигаются путём применения твёрдого сплава марки
K
40
UF
с последующей
обработкой в абразиве марки
М
5/300. При этом было замечено, что максимальное значение
шероховатости
R
на кромке гарантировано уменьшается на 20-30%, а среднее – на 10-15%.
Использование абразивной смеси марки
HSC
1/300 позволяет с высокой стабильностью
округлять режущую кромку на величину 2,7 мкм для пластин из ВК8, на 4,8 мкм – ВК6-ОМ
и на 5,1 мкм –
К
40
UF
. Данная разница в приросте радиуса округления после буксирного по-
лирования различных твёрдых сплавов может иметь зависимость от величины исходного ра-
диуса. При этом за непродолжительное время обработки в абразивах
HSC
1/300 и
М
5/300
шероховатость режущих кромок на всех пластинах уменьшается незначительно на величину
0,1…0,3 мкм.
Данные, полученные в ходе измерений режущих кромок концевых фрез, представлен-
ные на графике (см. рис. 4), свидетельствуют об увеличение радиуса округления на 2,0 мкм и
стабилизации шероховатости режущих кромок по длине. При этом при визуальном осмотре
и сравнении с необработанными фрезами было замечено, что обеспечивается полирование
стружечной канавки. Также отчётливо наблюдается граница перехода между обработанной и
необработанной частью хвостовика, вызванная закреплением инструментов в цангу.
Таким образом переход от экспериментальных образцов в виде пластин к реальным
конструкциям режущих инструментов (на примере концевых фрез) позволяет сделать заклю-
чение о корреляции получаемых результатов и упрощении проведения эксперимента с точки
зрения подготовки и измерений режущих кромок образцов.
Выводы
Применение технологии буксирного полирования оказывает влияние на формирова-
ния радиуса округления и шероховатости режущих кромок. При этом достигается высокая
стабильность и повторяемость качественных параметров от применения данной технологии.
Путём подбора абразивной среды и режимов для обработки режущих инструментов можно
обеспечить прогнозированное изменение радиуса округления и шероховатости режущих