















 78 / 142
78 / 142

Actual Problems in Machine Building. Vol. 4. N 1. 2017
Technological Equipment, Machining
Attachments and Instruments
____________________________________________________________________
78
в)
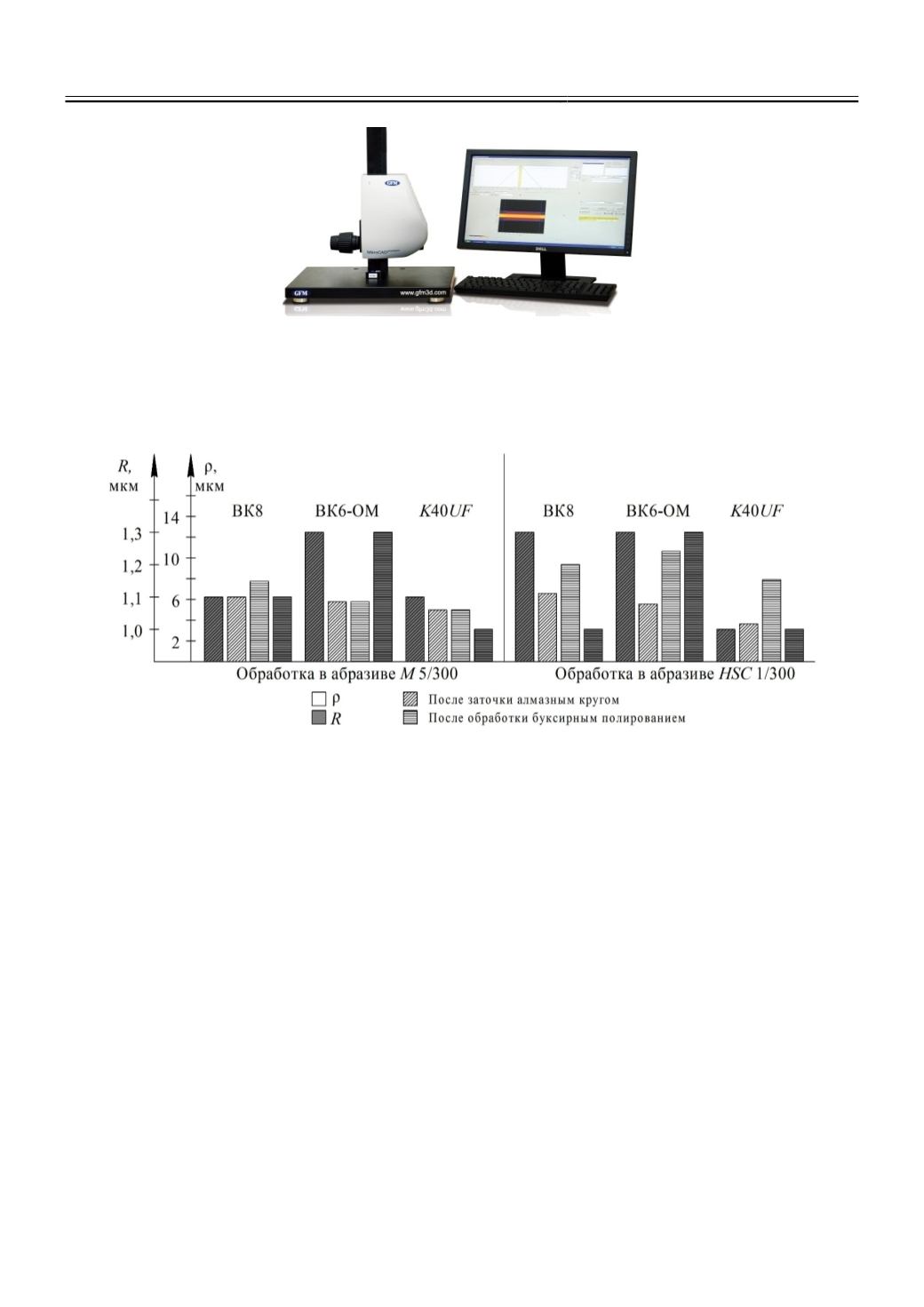
Рис. 2.
Общий вид станка
DF
-3
Tools
(а), схема вращения образцов (б) и внешний вид
рабочего места и микроскопа
MikroCAD
Premium
(в)
В результате буксирной обработки и после измерений параметров режущей кромки
были получены данные, приведённые на рис. 3.
Рис. 3.
Изменение радиуса округления ρ и шероховатости
R
режущих кромок
твёрдосплавных пластин
На втором этапе исследовали изменения аналогичных параметров микрогеометрии
режущих кромок на концевых фрезах, предназначенных для высокоскоростной обработки
алюминиевых сплавов. Для этого были использованы четыре двузубые фрезы диаметром 10
мм с длиной рабочей части 35 мм и хвостовика 50 мм. Инструменты были изготовлены из
твёрдого сплава марки
HB
10
F
. Производитель прутков-заготовок из твёрдого сплава
Boeh-
lerit
(Австрия). Согласно табл. 1
d
wc
=0,5 мкм, содержание Co 5% (мас.). Указанные инстру-
менты обрабатывали в абразиве марки
М
5/300 с целью сохранения исходного радиуса
округления режущих кромок (остроты) и полирования стружечной канавки. Последнее объ-
ясняется повышением эффективности отвода стружки при фрезеровании алюминия, склон-
ного к налипанию. Для обеспечения усиленного полирования стружечных канавок фрезы
устанавливали в наклонные держатели под углом 20° к оси вращения ротора. Остальные ре-
жимы аналогичные твёрдосплавным пластинам.