















 77 / 142
77 / 142

Актуальные проблемы в машиностроении
. Том 4. № 1. 2017
Технологическое оборудование,
оснастка и инструменты
____________________________________________________________________
77
Экспериментальная часть
На первом этапе для исследования влияния воздействия абразивных сред марок «
М
» и
«
HSC
» на формирование радиуса округления и изменение шероховатости режущих кромок
были подготовлены образцы из твёрдых сплавов согласно таблице 1.
Таблица 1
Состав и физико-механические характеристики некоторых твёрдых сплавов
№,
п/п
Марка твёрдого
сплава
Содержание Co,
% мас.
Размер зерна карбида
вольфрама
d
wc
, мкм
Изготовитель
(страна)
1
ВК8
8
1…2 >50%
КЗТС (Россия)
2
ВК6-ОМ
6
До 1 >60%
3
K
40
UF
10
0,6
Konrad Friedrichs
(Германия)
Указанные образцы имели форму призматических пластин (тип 13 исполнение 1 по
ГОСТ 17163-90), которые затачивали на универсально-заточном станке модели 3В642 алмаз-
ным кругом АС4 28/20 К5 формы 11V9. При заточке обеспечивали постоянные значения уг-
лов γ=0°±1° и α=30°±1°. Измерения радиусов округления и контроль шероховатости режу-
щих кромок выполняли в условиях лаборатории ООО «ПРОМТЕХ» (г. Санкт-Петербург) на
специальном микроскопе
MikroCAD
Premium
компании
LMI
(Германия) [4]. На данном приборе
время сканирования кромки составляет не более 2-5 секунд с точностью по вертикальной оси
0,1 мкм и по горизонтальной – 1,5 мкм. С применением программного обеспечения
ODSCAD
происходит построение трёхмерной и цветоимитационной модели режущей кромки. По спе-
циальному алгоритму происходит идентификация режущей кромки, а затем её разбиение на
300-400 сечений в нормальном направлении [1]. Данные с сечений анализируются в автома-
тическом режиме и происходит вычисление радиуса округления, шероховатости на кромке и
ряд других параметров [2].
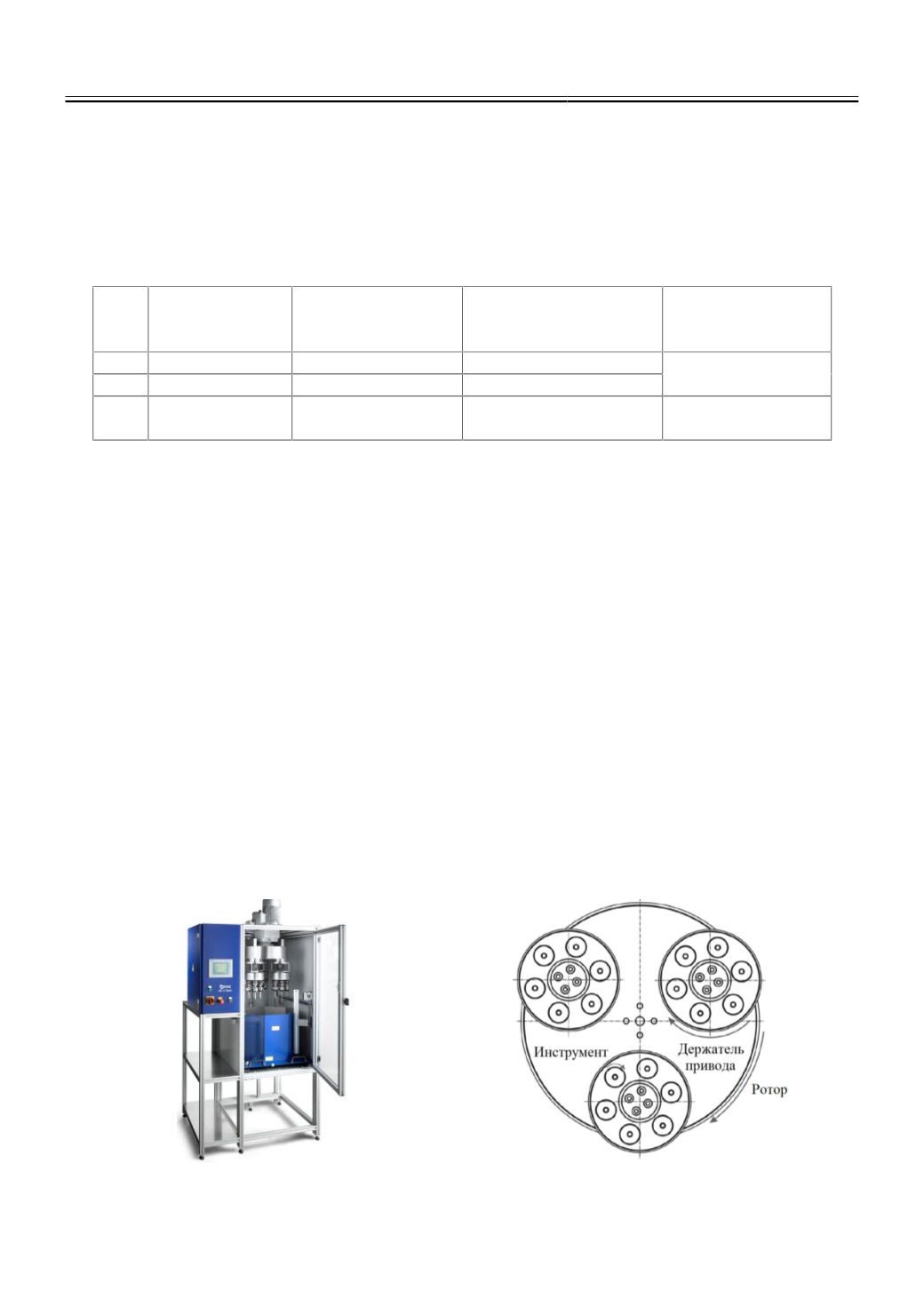
Указанные выше образцы обрабатывали на станке буксирного полирования мод.
DF
-3
Tools
компании
ОТЕС
(Германия) (рис. 2). Одновременно на станке данной модели можно
обрабатывать 18 образцов диаметром до 55 мм, 9 образцов – до 80 мм и 3 образца – до 250
мм. На каждый эксперимент было отведено по 3 образца каждого твёрдого сплава. Режимы
обработки: частота вращения ротора
n
p
=45 мин
-1
и держателя
n
д
=96 мин
-1
; время – 2,5 мин
вращение по часовой стрелке и 2,5 мин против; глубина погружения от уровня абразива 150
мм.
а)
б)