















 76 / 142
76 / 142

Actual Problems in Machine Building. Vol. 4. N 1. 2017
Technological Equipment, Machining
Attachments and Instruments
____________________________________________________________________
76
ствие, на снижение эксплуатационных характеристик инструментов. Использование буксир-
ного полирования после осаждения покрытия позволяет удалить капельную фазу и при этом
оставить его без повреждений целостности.
Рассмотрим реализацию движений при буксирном полировании. Режущие инструмен-
ты закрепляются держатели, роль которых выполняют стандартные цанги, патроны или спе-
циальные приспособления. Жёсткое закрепление инструментов исключает соударения в
процессе обработки. Путём погружения в абразивную среду и тройного вращения реализует-
ся сложное планетарное движение путём «протягивания» заготовок через абразивную смесь.
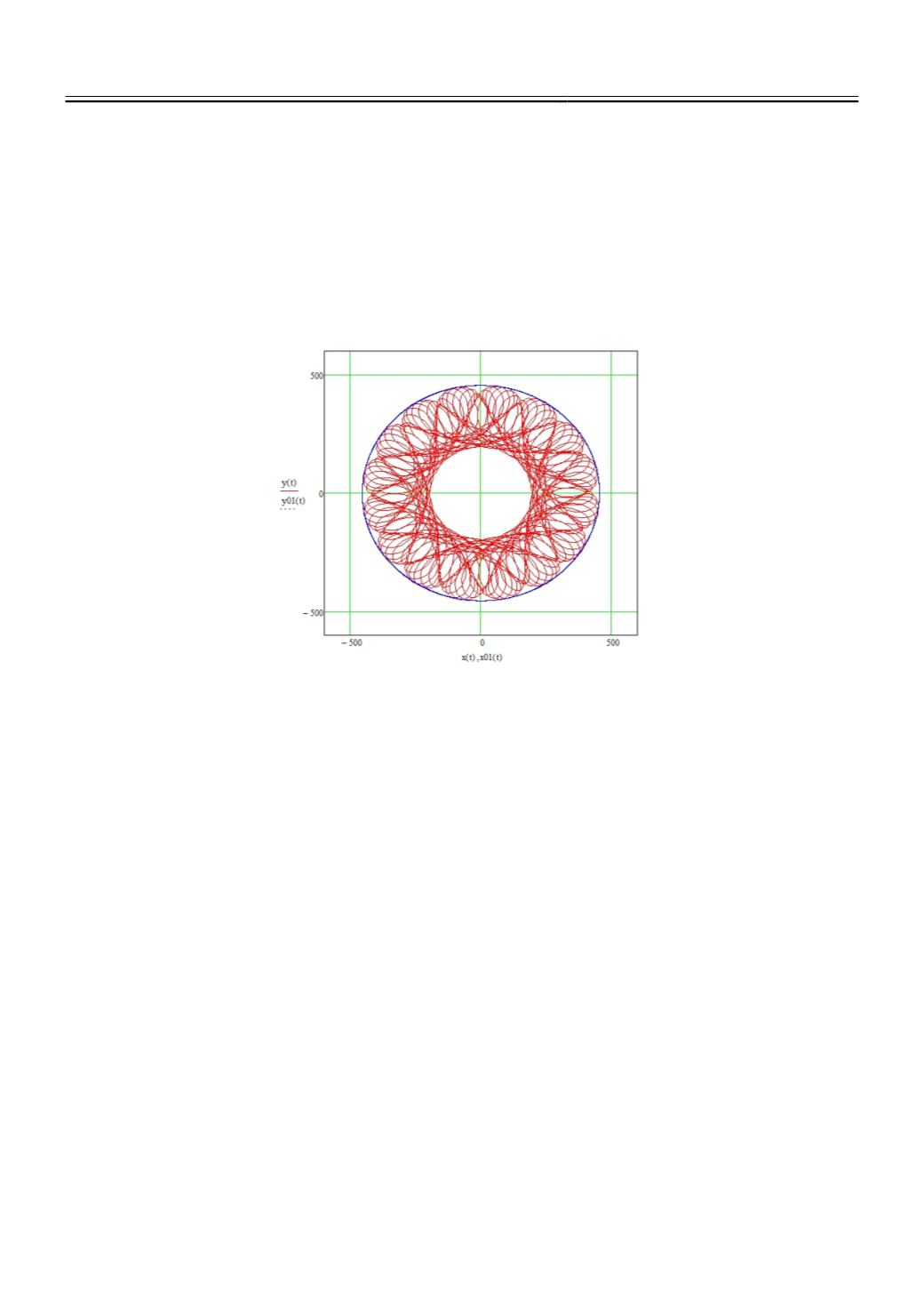
При этом траектория такого движения описывается кривой из семейства циклоид (рис. 1).
Рис. 1.
Пример траектории движения заготовки, воспроизводимой при буксирном
полировании
Установлено, что такое движение в значительной мере определяет равномерность об-
работки в радиальном направлении. По общим рекомендациям в качестве абразивных сред,
применяемых для буксирного полирования режущих инструментов, наиболее часто исполь-
зуются: а) гранулят скорлупы грецкого ореха, пропитанный специальной шлифовальной или
полировальной пудрой (марка «
Н
»); б) гранулят кукурузных волокон, пропитанный специ-
альным полировальным порошком (марка «
М
»); в) смесь, состоящая из гранулятов скорлупы
грецкого ореха и карбида кремния мелкой дисперсности (марка «
HSC
»). Так, например, мар-
ка «
Н
» используется главным образом для удаления микрозаусенцев с инструментов из ин-
струментальных сталей и обработки паяных соединений. Этот гранулят образует минималь-
ное количество пыли, сохраняет свои свойства в течение 150-200 часов эксплуатации и мо-
жет обеспечить шероховатость
Ra
0,03 мкм. Применение марки «
М
» оправдано при необхо-
димости полирования стружечных канавок инструментов (метчики, фрезы, свёрла) из твёр-
дых сплавов и быстрорежущих сталей при незначительном округлении режущих кромок. Та-
кая необходимость возникает при обработке алюминиевых и титановых сплавов, склонных
при резании к налипанию, а также для повышения подачи и обеспечения стабильного отвода
стружки. Смесь марки «
HSC
» чаще всего используется для повышения производительность
при округлении режущих кромок с одновременным полирование рабочих поверхностей, а
также для удаления капельной фазы с износостойких покрытий. Однако, эффект полирова-
ния в этом случае несколько слабее, чем при использовании гранулята кукурузы или грецко-
го ореха из-за повышенной абразивности карбида кремния.