













 67 / 530
67 / 530

Актуальные проблемы в машиностроении. 2016. №3
Инновационные технологии
в машиностроении
____________________________________________________________________
67
а
б
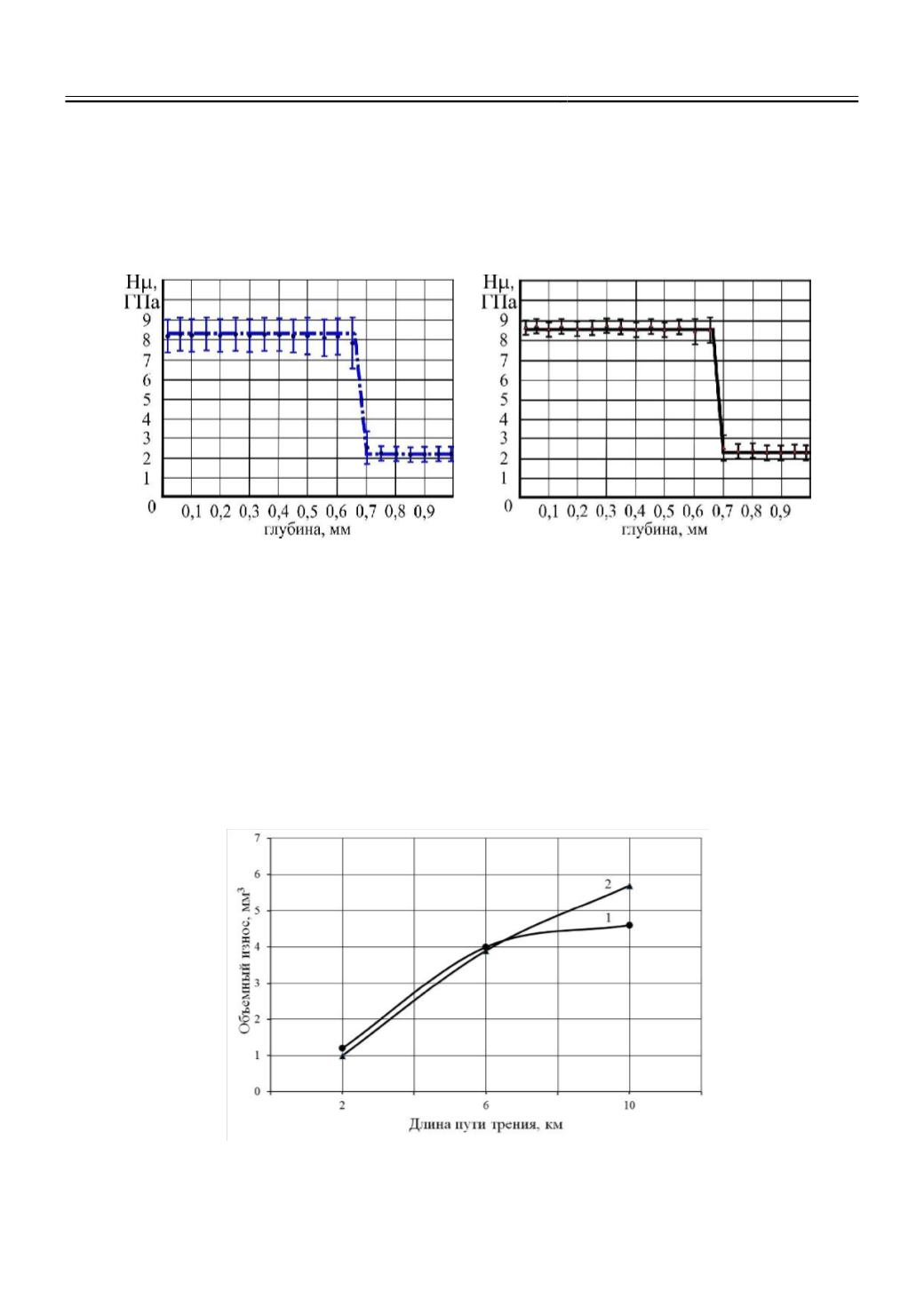
Рис. 1.
Распределение микротвердости покрытий по глубине слоя:
а
– после плазменного напыления;
б
– после плазменного напыления и последующего
оплавления ВЭН ТВЧ
2. Результаты исследований
Кривые распределения микротвердости по глубине слоя исходного покрытия и
покрытия после высокотемпературного воздействия токами высокой частоты приведены на
рис. 1.
Результаты измерения микротвердости согласуются с металлографическим анализом
покрытий. В отличие от исходной структуры (рис. 1, а) (колебания значений микротвердости
в пределах доверительного интервала достигает 1,7 – 2,8 ГПа) после воздействия ВЭН ТВЧ
распределение микротвердости более равномерное (рис. 1, б) (доверительный интервал
варьируется в пределах 0,5 – 1,3 ГПа), хотя в целом максимальная микротвердость покрытия
осталась на прежнем уровне H
≈ 8,5 ГПа.
На рис. 2 приведена кинетика изнашивания плазменных покрытий при сравнительных
испытаниях образцов.
Рис. 2
. Кинетика изнашивания образцов с покрытиями:
1 – исходный вариант; 2 – после воздействия ВЭН ТВЧ