













 73 / 530
73 / 530

Актуальные проблемы в машиностроении. 2016. №3
Инновационные технологии
в машиностроении
____________________________________________________________________
73
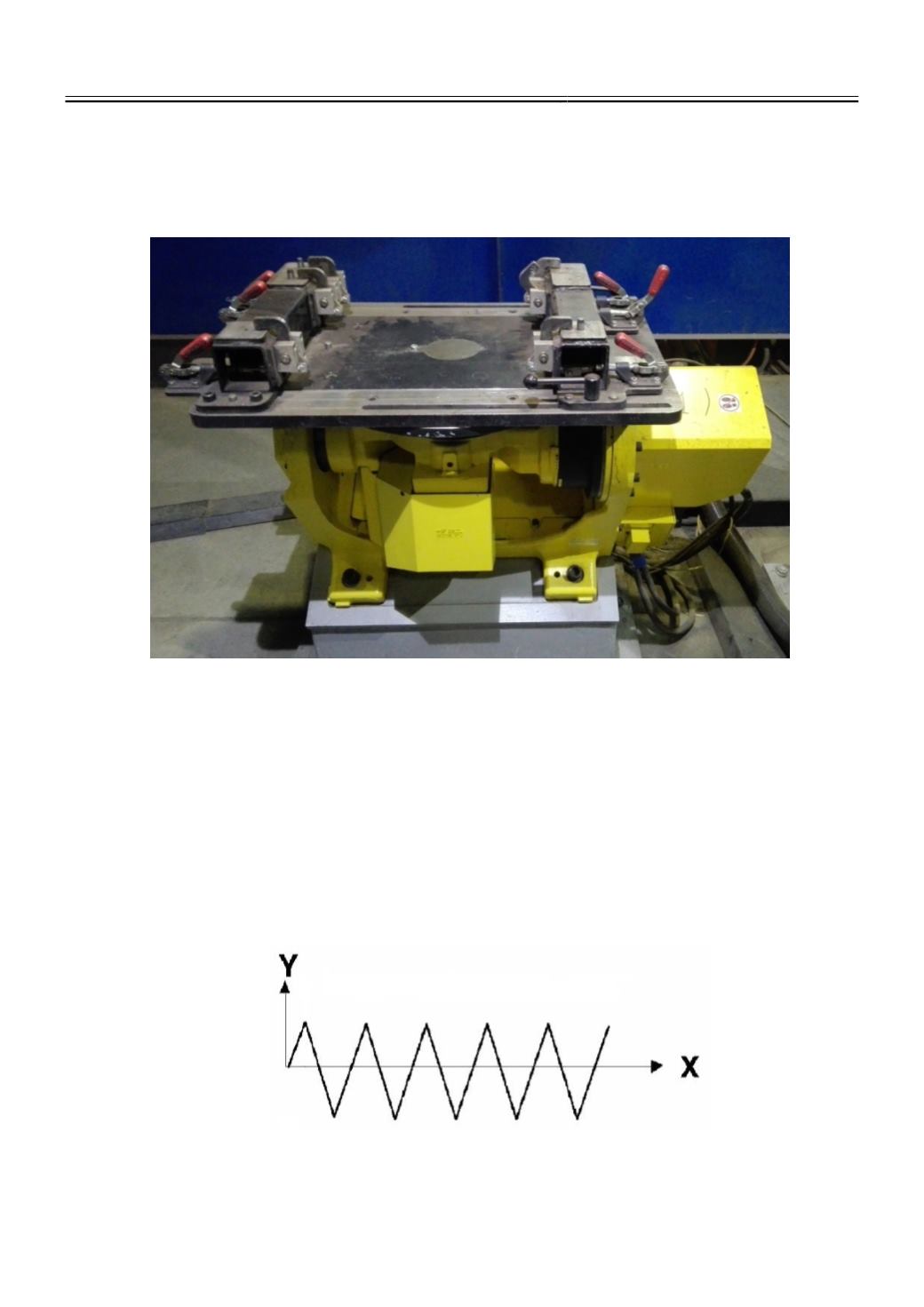
балки), которое установлено на двухосевом позиционере. Приспособление обеспечивает
базирование котла при помощи четырёх цилиндрических пальцев, через отверстия в опорах.
Фиксация осуществляется посредством четырёх рычажных зажимов (рис. 4).
В процессе подготовки управляющей программы для сварочного комплекса особое
внимание уделяется очерёдности сварки швов, для максимального снижения остаточных
напряжений и деформаций.
Назначение режимов сварки заключалось в выборе соответствующих значений
напряжения, величины сварочного тока, расхода защитного газа, скорости перемещения
сопла и траектории движения сопла вдоль шва.
Для различных швов применялись 3 разные программируемые траектории движения
сопла вдоль шва:
прямая
,
линейное
и
радиусное поперечное колебание
[10] (рис. 5, 6).
Рис. 5.
Траектория линейного поперечного колебания
Рис. 4.
Двухосевой позиционер FANUC и приспособление для установки котла