













 72 / 530
72 / 530

Actual Problems in Machine Building. 2016. N 3
Innovative Technologies
in Mechanical Engineering
____________________________________________________________________
72
FANUC R-30iB - контроллер [12];
Двухосевой позиционер FANUC грузоподъёмностью 500 кг [13];
KEMPPI KemparcPulse 450 - источник питания (MIG/MAG - тип сварки) [14].
В качестве расходных материалов использовалась присадочная проволока СВ-08Г2С
ГОСТ 2246-70 (с омеднённым покрытием), рекомендуемая для сварки деталей из стали 08пс
ГОСТ 9045-93, а так же смесь защитных газов аргона и углекислого газа в количестве 82% и
18% соответственно.
Внедрение
автоматизированного
сварочного комплекса в технологический
процесс
Для более точного позиционирования
сварных швов в пространстве, первоначально, до
запуска проекта, в конструкцию изделий были
добавлены соединения типа «шип-паз» (рис. 3).
Перед установкой свариваемых элементов на
позиционер, необходимо обеспечить их однозначное
положение
друг
относительно
друга,
предварительно собрав сборочную единицу на
«прихватки».
Далее корпус располагают на
специальном приспособлении (при помощи кран-
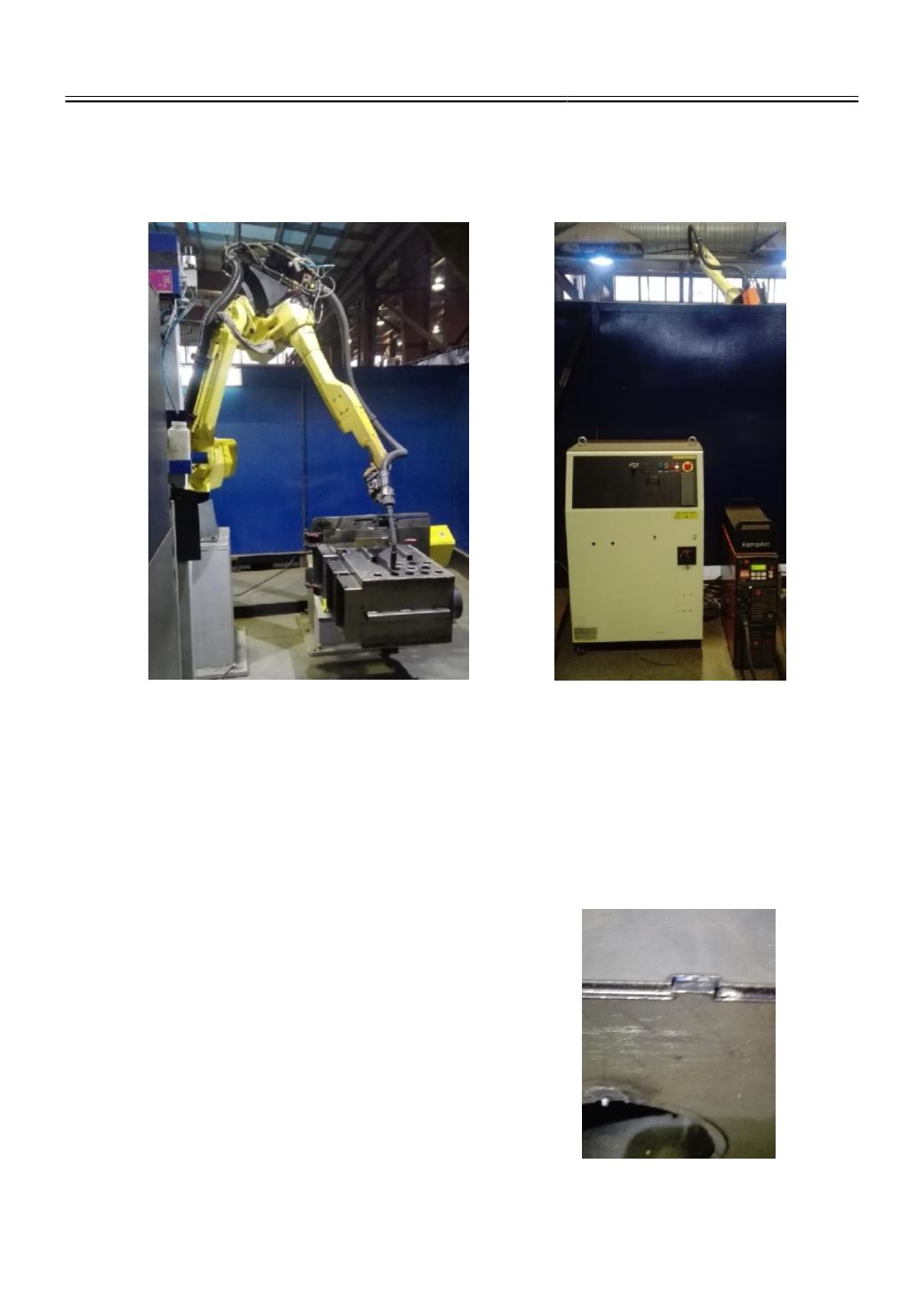
Рис. 1.
Манипулятор FANUC ARC Mate
120iC/12L и двухосевой позиционер FANUC
Рис. 2.
Контроллер FANUC R-30iB и
источник питания KEMPPI
KemparcPulse 450
Рис. 3.
Соединение типа «шип-паз»