













 514 / 530
514 / 530

Actual Problems in Machine Building. 2016. N 3
Economics and Organization of the
Business Innovative Processes
in Engineering
____________________________________________________________________________
514
в) Если количество оборудования на операции менее количества групп, то
организация аналогична первому варианту запуска.
Деталь,
имеющая самый
продолжительный операционный цикл, запускается первой на имеющееся количество
оборудования. Остальные детали запускаются после переналадки.
г) Если на операции одна единица оборудования то, как и в предыдущем варианте
партии запускаются последовательно после предварительной переналадки. Например, как на
шлифовальной операции на рисунке 2.
Результаты и обсуждение
На основании методики запуска групп деталей в производство была разработана
программа для расчета длительности производственного цикла обработки при
последовательном запуске деталей. Созданный макрос на VBA, встроенной в Office Excel,
позволяет определить продолжительность обработки групп деталей, входящих в сменное
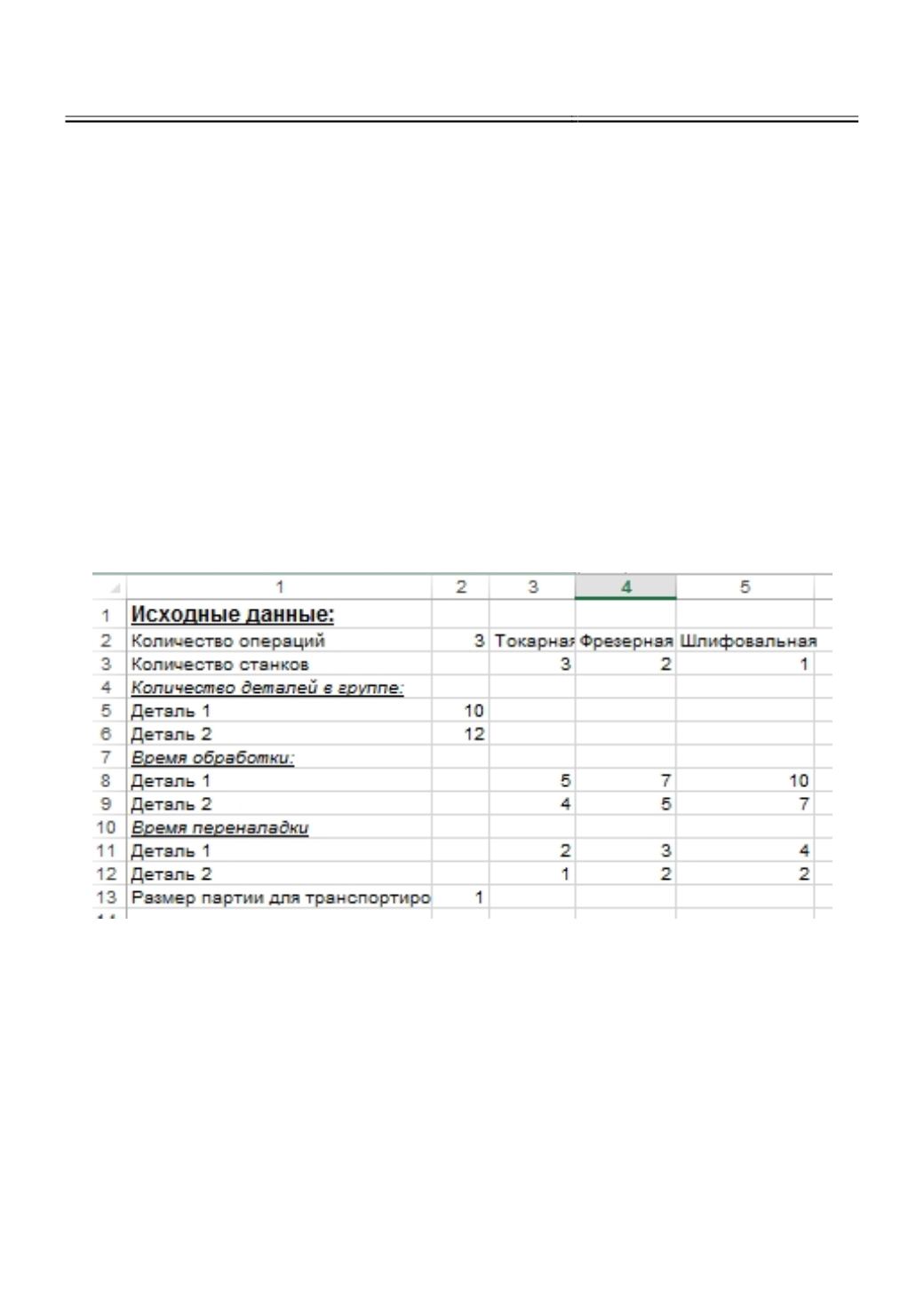
задание. На рисунке 3 представлен лист Excel c исходными данными: количеством
оборудования по операциям, количеством деталей в группах, нормам времени по операциям,
временем переналадки станка при переходе от обработки партии одной группы деталей к
другой.
Рис. 3.
Исходные данные для расчета длительности цикла
На рисунке 4 представлен графический расчет длительности производственного цикла
обработки. Его можно определить по продолжительности интервала в столбце 1 (каждая
ячейка Excel представляет собой одну минуту), вдоль которого автоматически заполняются
отрезки – продолжительности обработки партий всех групп деталей, входящих в сменное
задание. Изменяя исходные данные макрос позволяет интерактивно перестраивать длины
отрезков и соответственно пересчитывать продолжительность цикла.
деталей. В любом случае деталь, имеющая самый продолжительный операционный
цикл, запускается первой на имеющееся оборудование.