













 515 / 530
515 / 530

Актуальные проблемы в машиностроении. 2016. №3
Экономика и организация
инновационных процессов
в машиностроении
_____________________________________________________________________________
515
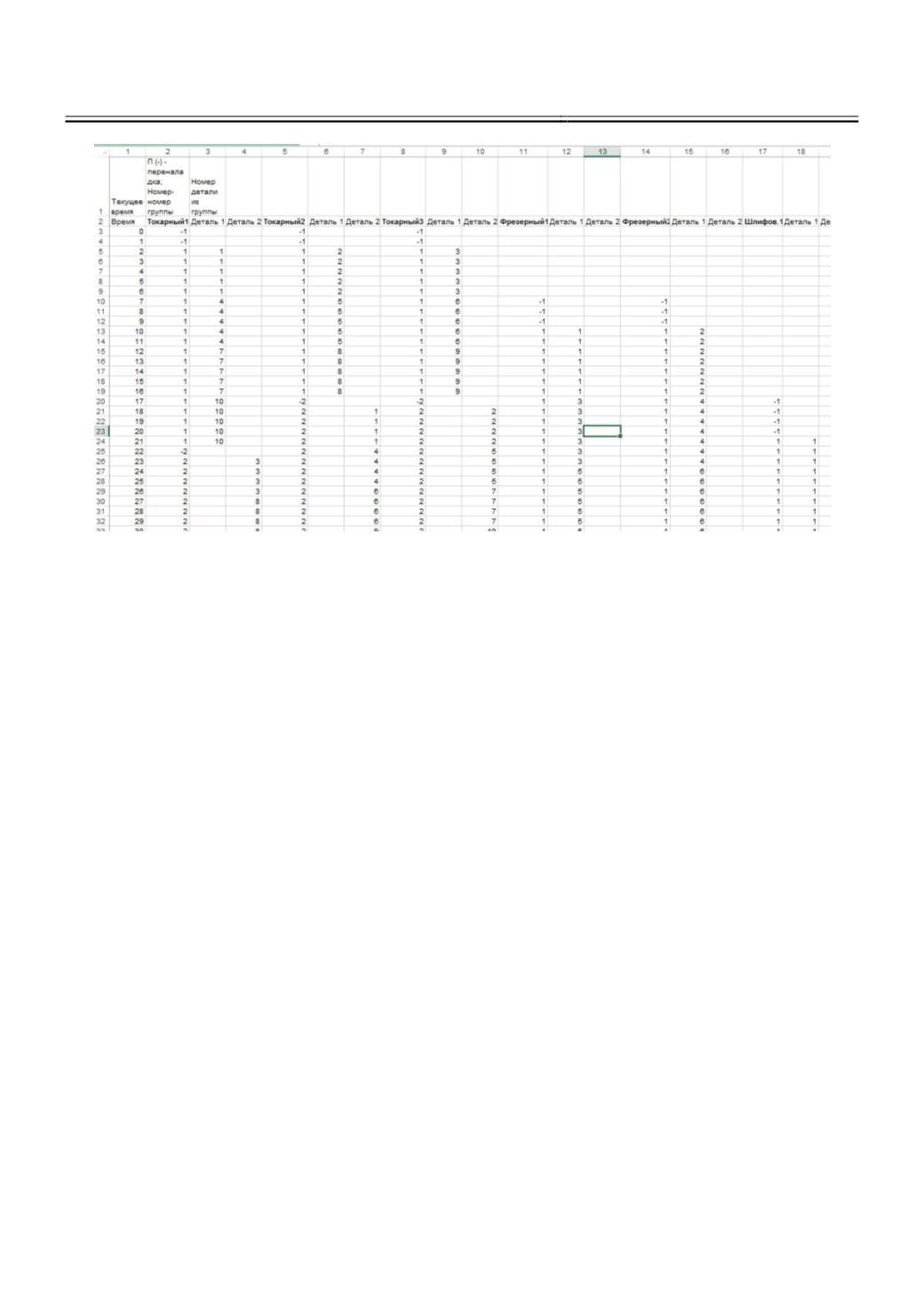
Рис. 4.
Графический расчет длительности производственного цикла обработки семенного
задания
Выводы
Установлено, что возможны несколько вариантов запуска групп на отдельную
операцию в зависимости от количества оборудования на данной операции. Можно выделить
два основных варианта – последовательный и параллельно-последовательный запуск групп
Методика определения периодичности запуска групп деталей в производство на
основании присвоенного им кода ЕСКД прошла апробацию на примере участка валов,
оборудование которого расположено по ходу следования техпроцесса (токарное, фрезерное,
шлифовальное). При этом размер партий групп соответствовал сменному заданию и
использовался последовательный вариант запуска групп на отдельную операцию.
Список литературы
1.
Дронова О.Б
. Методические основы планирования ресурсов организации при
процессном подходе к управлению
//
Вестник Алтайской науки. – 2014. – № 2/3. – С. 249
–
254
.
2.
Марков А.М., Маркова М.И., Плетнева Е.М
. Алгоритм проектирования группового
технологического процесса механической обработки деталей // Обработка металлов
(технология, оборудование инструменты). – 2012. – № 4 – С. 5–9.
3.
Марков А.М., Маркова М.И., Дронова О.Б.
Определение прогнозной трудоемкости
изделий на основе квалиметрического анализа деталей // Актуальные проблемы в
машиностроении. – 2015. – № 2. – С. 126–131.