













 50 / 530
50 / 530

Actual Problems in Machine Building. 2016. N 3
Innovative Technologies
in Mechanical Engineering
____________________________________________________________________
50
Результаты и обсуждение
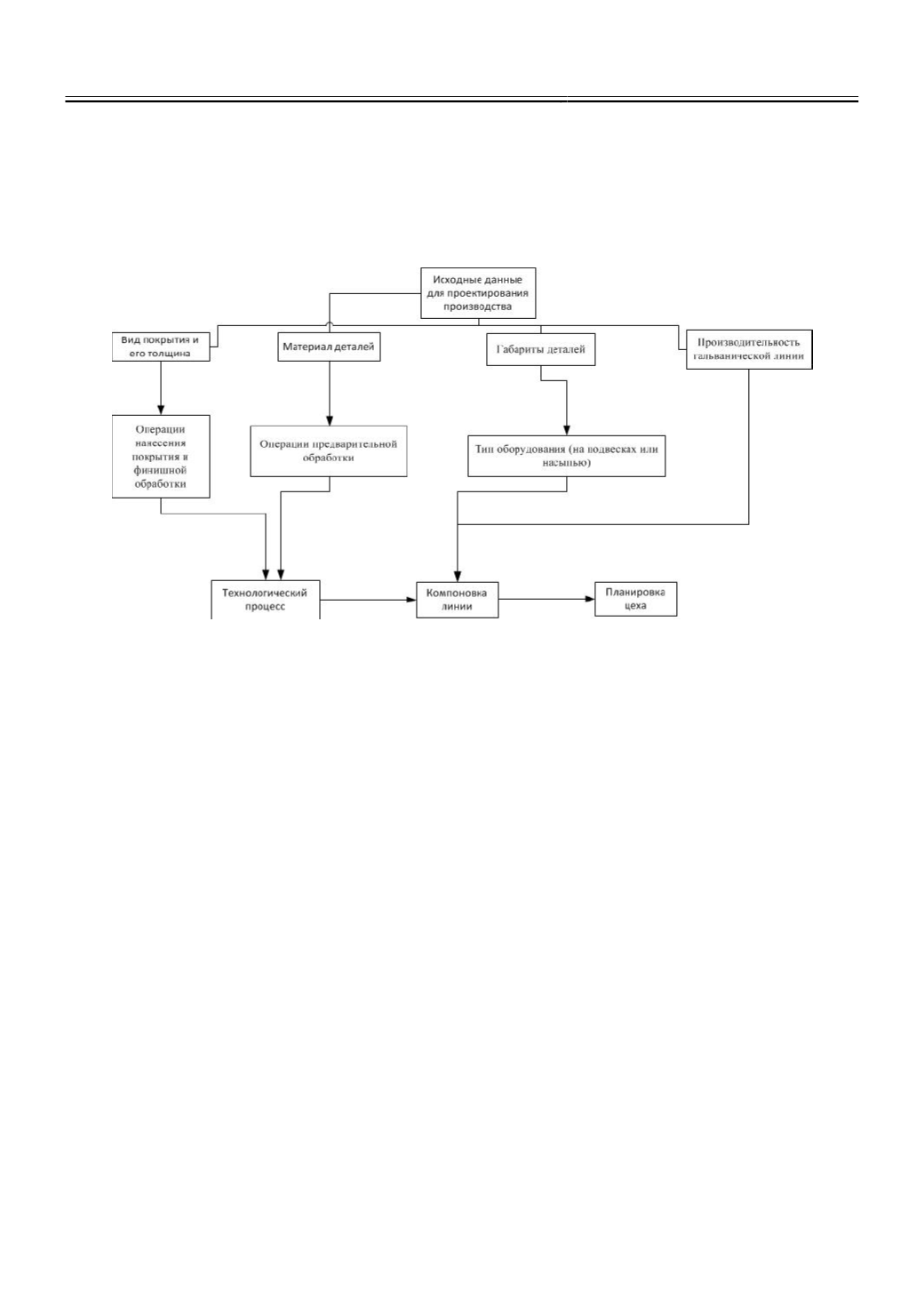
На основе, представленной на рис. 1 [1], схемы проектирования гальванического
производства разработана программа по выбору основного и вспомогательного
технологического оборудования процессов нанесения гальванических покрытий.
Рис. 1
. Схема проектирования гальванического производства
Различные вкладки программы позволяют определить годовой фонд работы
оборудования и численности рабочих; выполнить расчет габаритов ванн, барабанов и
колоколов, расчеты продолжительности осаждения гальванического покрытия, напряжения
на ванне, времени обработки одной загрузки с учётом времени на загрузку и выгрузку,
расчёты количества барабанов и колоколов. Произвести кинематический расчет
автооператора, в результате которого определяются параметры кинематики элементов
(передаточные числа, шаги и числа зубьев, делительных окружностей и др.), осуществляется
подбор редукторов и электродвигателей приводов вертикального и горизонтального
перемещения автооператора и их тормозов [2].
Интерфейс программы позволяет составлять матрицу исходных данных в зависимости
от числа операций технологического процесса нанесения гальванического покрытия при
заданном количестве вариантов конкретной операции, а также выводить графическое
изображение диаграмму распределения заявок (циклограмму работы автооператора).[3] В
качестве исходных данных принимаются:
- технологические операции (0, …, n, 0 - загрузка подвески покрываемыми деталями,
n - разгрузка подвески);
- длительность каждой операции Tk (k=0, 1, 2, …, n). Для одних операций эта
длительность задана жестко определенным числом. А для других задан диапазон
допустимых значений от Tkmin до Tkmax. Для лимитирующей операции под Tk понимается
длительность операции, деленную на число позиций этой операции.
- время на выполнение заявки (вызова) Δta;
- вызов автооператора yk (k=0, 1, 2, …, n) – это момент времени, в который
автооператор должен начинать обслуживание k-ой операции.