













 51 / 530
51 / 530

Актуальные проблемы в машиностроении. 2016. №3
Инновационные технологии
в машиностроении
____________________________________________________________________
51
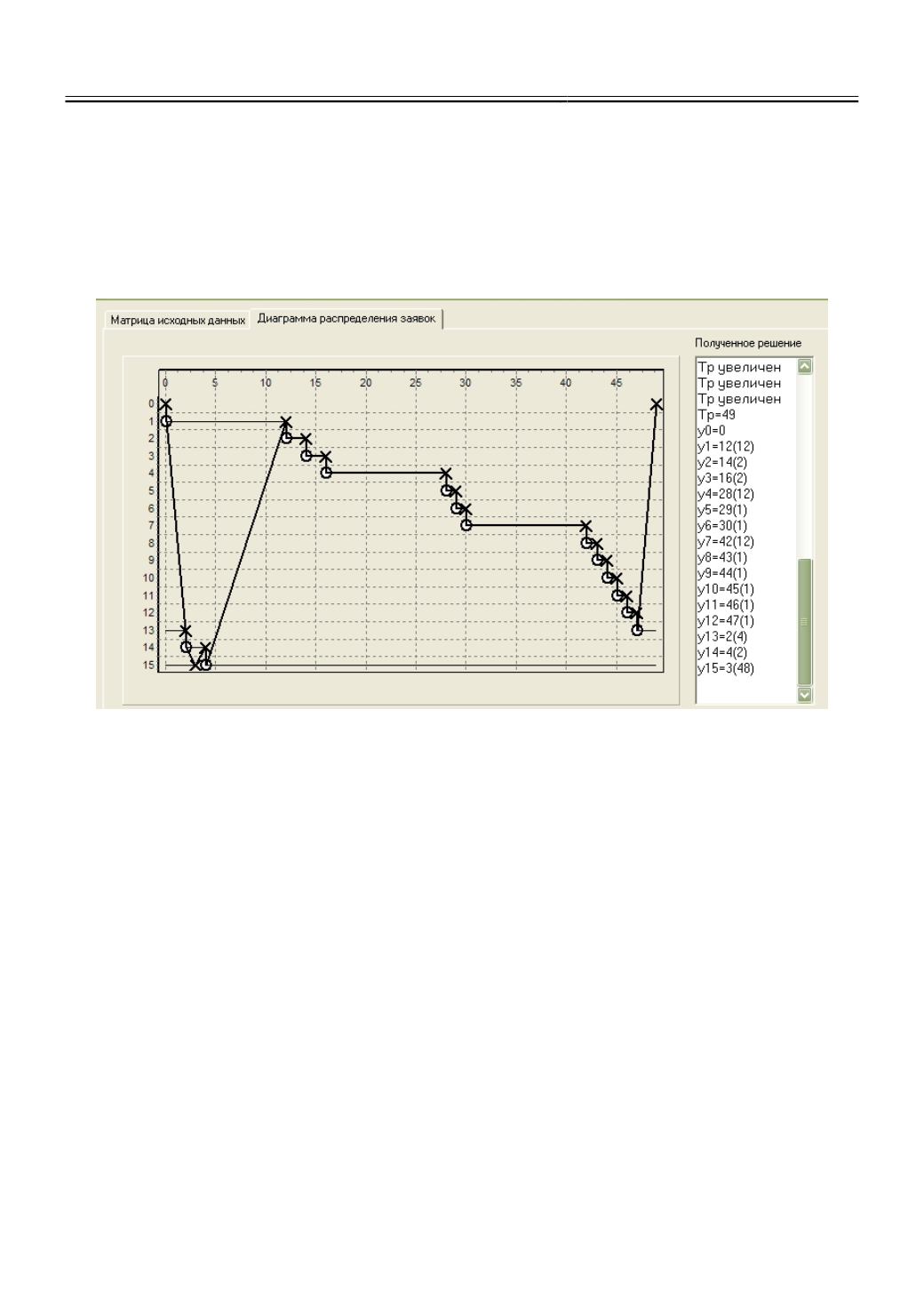
y0 - перенос подвески с покрываемыми деталями на первую операцию производится в
начальный момент времени. Совокупность заявок yk служит основой для составления
расписания работы автооператора.
- время такта Тр (интервал между двумя последовательными входами подвесок с
покрываемыми деталями в гальваническую линию должен быть минимальным).
По полученным данным программа циклограмму работы автооператора гальванической
линии цинкования (рис. 2) [7-15].
Рис. 2.
Циклограмма работы автооператора гальванической линии цинкования
Выводы
Для тестирования программы использовались данные технического задания на
проектирование автооператорной автоматической линии цинкования, изготовление которой
было осуществлено ранее на ОАО «Тамбовгальванотехника» им. С. И. Лившица» (г. Тамбов)
по заказу одного из машиностроительных предприятий. Расчеты показали полную
сходимость результатов проектных данных по материальным и энергетическим потокам, а
также числу основного и вспомогательного оборудования.
Список литературы
1.
Виноградов С.С
. Организация гальванических производств. – М.: Глобус, 2002. –
191 с.
2.
Новиков А.Е., Даринцева А.Б
. Гибкие автоматизированные гальванические линии:
хрестоматия. – Екатеринбург: ГОУ ВПО УГТУ–УПИ, 2006. – 221 с.
3.
Родина А.А., Пестрецов С.И
. Методика составления циклограммы автооператора
гальванической линии // Виртуальное моделирование, прототипирование и промышленный
дизайн: материалы международной научно-практической конференции / под общ. ред. В.А.
Немтинова. – Тамбов: Изд-во ТГТУ, 2015. – С. 147–151.