













 332 / 530
332 / 530

Actual Problems in Machine Building. 2016. N 3
Technological Equipment, Machining
Attachments and Instruments
____________________________________________________________________
332
зателями деформации растяжения-сжатия ε
j
, которые в свою очередь можно определить на
основе зависимостей, изложенных в работе [7].
Определение нормальных радиальных напряжений
P
j
и нормальных контактных
напряжений
P
R
, имеющих место на контакте деформирующего инструмента с полосой было
осуществлено из условия статического равновесия выделенного элементарного объема в
очаге деформации (рис. 1):
1
2
1
0
sin
2
2
cos
2
Rh
k
j
j
j
j
j
S
dR
P
,
(3)
откуда величина нормальных радиальных напряжений:
1
2
1
2
Rh
k
j
j
j
j
j
R
S
P
,
(4)
где
j
j
z SR R
2
– текущий радиус рассматриваемой граничной поверхности.
Аналогично для нормальных контактных напряжений:
1
2
1
2
Rh
k
j
j
j
R
R
S
P
.
(5)
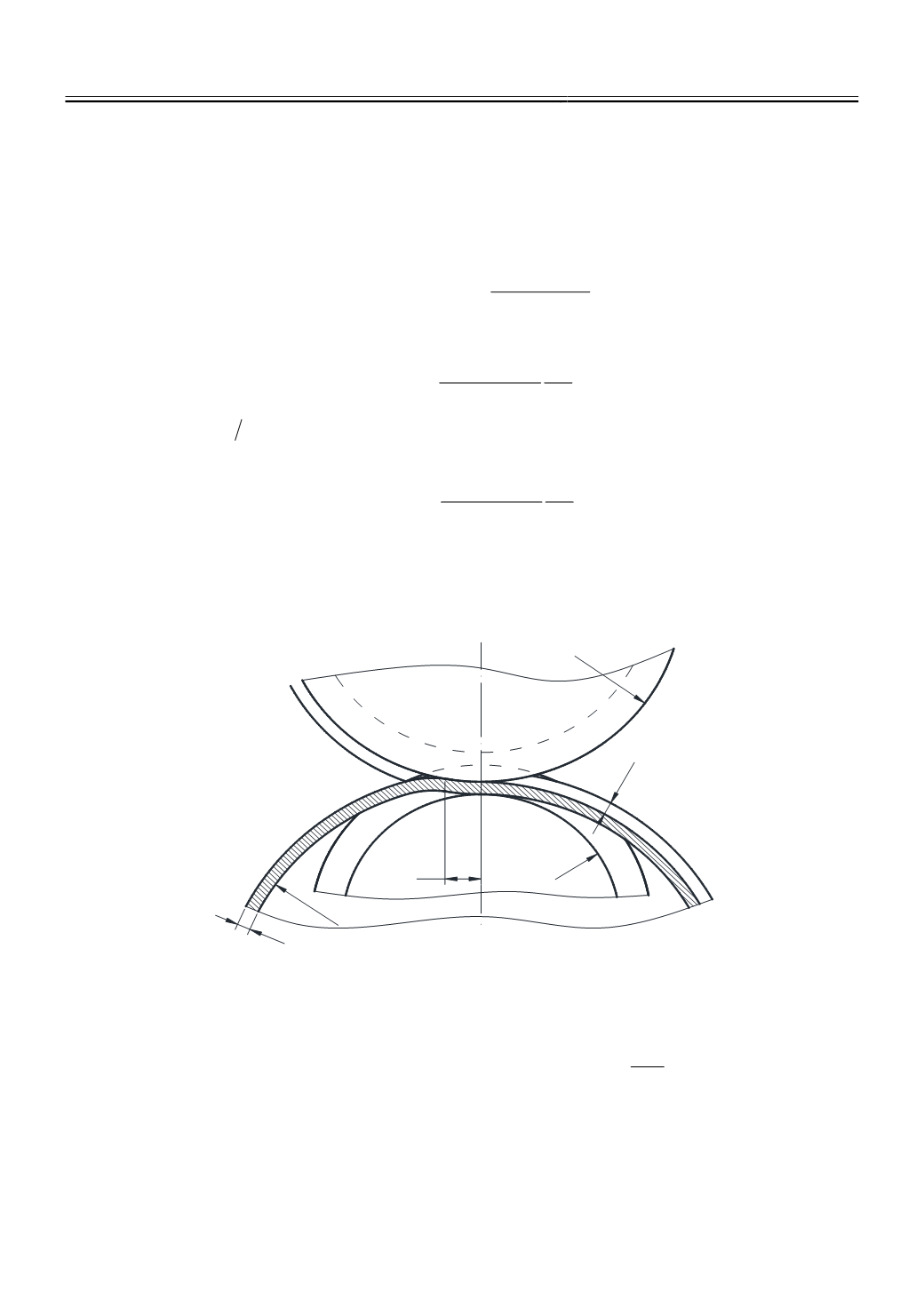
Для определения интегральных характеристик процесса очаг деформации разбивался
на конечное множество элементарных объемов по направлению движения заготовки с по-
следующим анализом напряженно-деформированного состояния для каждого из них. Рас-
четная схема представлена на рис. 2.
Rv
Rn
L
D
об
h
S
Рис. 2.
Расчетная схема очага деформации
Протяженность очага деформации была определена по следующей итерационной
процедуре:
sin
sin
об
пр
R
RL
;
4/
1
;
sin
arcsin
об
пр
R
R
,
(6)
где
n v nv
пр
R RRR R
/
2
– приведенный радиус роликов.
Степенная форма аналитического описания была использована при расчете текущего
значения высоты прокатываемого профиля: