













 327 / 530
327 / 530

Актуальные проблемы в машиностроении. 2016. №3
Технологическое оборудование,
оснастка и инструменты
____________________________________________________________________
327
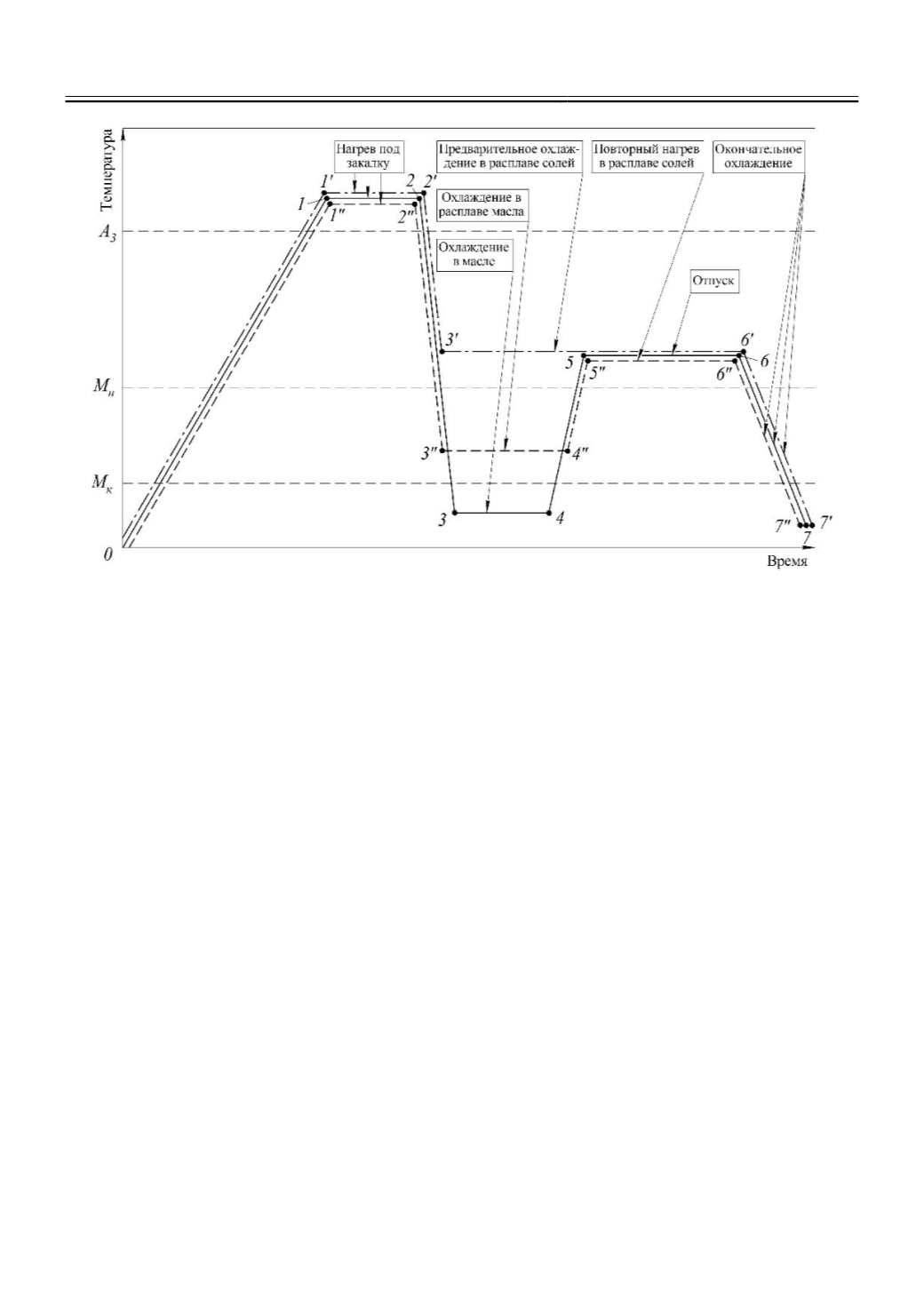
Рис. 1.
Технологический процесс:
1) – закалка с отпуском 0-1-2-3-4-5-6-7; 2) – изотермическая закалка 0-1'-2'-3'-6'-7'; 3) –
термическая обработка со смешанным мартенситно-бейнитным превращением аустенита 0-
1''-2''-3''-4''-5''-6''-7''.
А
3
– температура полного аустенитного превращения; М
н
и М
к
– температуры начала и
конца мартенситного превращения соответственно
Выбор определенного вида и режима термической обработки определяется балансом
получаемых механических свойств материала. При изготовлении деталей буровых машин
основными показателями, по которым производится оптимизация режимов термической об-
работки, являются прочность и твердость стали, ее сопротивление разрушению при воздей-
ствии динамических (ударная вязкость) и циклических нагрузок (трещиностойкость) [10-15].
Результаты проведенных исследований показывают, что в зависимости от требуемого
уровня твердости и прочности целесообразно использовать различные виды термической об-
работки стали. Если сталь должна обладать высокой твердостью (более 52 HRC) единствен-
но возможным видом термической обработки является закалка с низким отпуском. Для дета-
лей, у которых необходимо обеспечить сочетание высокой твердости (42…52 HRC) с повы-
шенной трещиностойкостью, наиболее рациональной является термическая обработка с по-
лучением смешанной структуры мартенситно-бейнитного типа [1, 2].
Выводы
В используемых отечественными производителями марках сталей содержится доста-
точно большое количество неметаллических включений, являющихся концентраторами
напряжений и значительно снижающих сопротивление усталостному разрушению.
Работоспособность базовых деталей и ресурс буровых машин в значительной степени
зависят от термического упрочнения материала деталей, обеспечивающего наилучшее соче-
тание требуемых показателей прочности, твердости, ударной вязкости (трещиностойкости).