













 334 / 530
334 / 530

Actual Problems in Machine Building. 2016. N 3
Technological Equipment, Machining
Attachments and Instruments
____________________________________________________________________
334
а)
б)
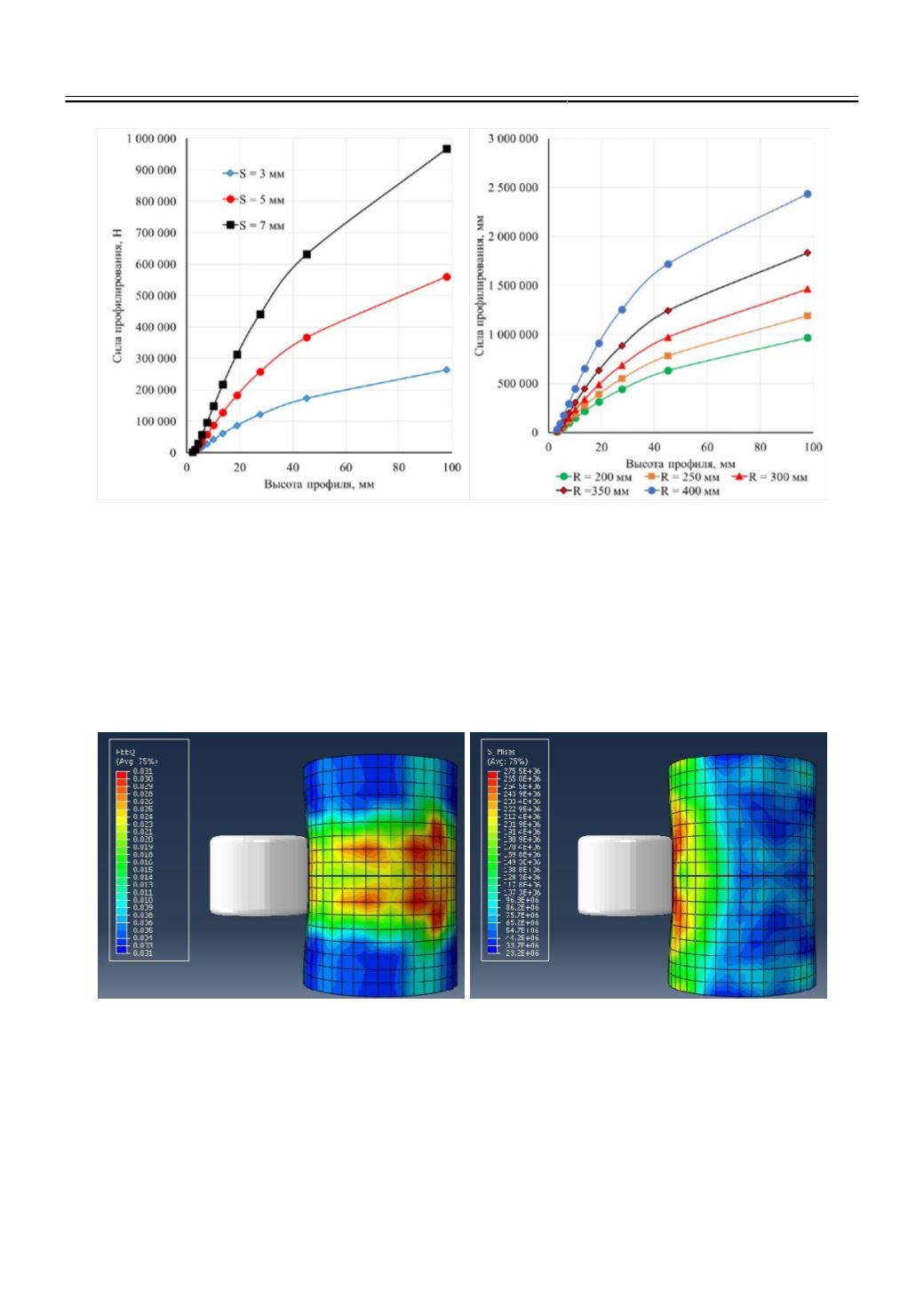
Рис. 3.
Расчетные распределения силы профилирования от высоты профиля в зависимости от
толщины металла (а) и радиуса формующих роликов (б)
В результате расчетов были получены поля напряжений и деформаций, которые пред-
ставлены на рис. 4. Из анализа полученных результатов можно сделать следующие выводы:
наибольшая деформация наблюдается в местах сгиба металла; уровень деформаций металла
не превысил 3%, что позволяет с некоторым предположением пренебречь упрочением мате-
риала; напряжения при реализации процесса не превысили 285 МПа, что на 17% выше пре-
дела текучести; сила профилирования нарастает плавно и с протеканием процесса постепен-
но снижается.
а)
б)
Рис. 4.
Поле эквивалентных деформаций (а) и эквивалентных напряжений (б)
Выводы
Разработана численная математическая модель процесса профилирования колес, в ре-
зультате которой установлено влияние толщины обода колеса и радиуса роликов на силу
профилирования.