
















 31 / 460
31 / 460

Актуальные проблемы в машиностроении. 2015. №2
Инновационные технологии
в машиностроении
____________________________________________________________________
31
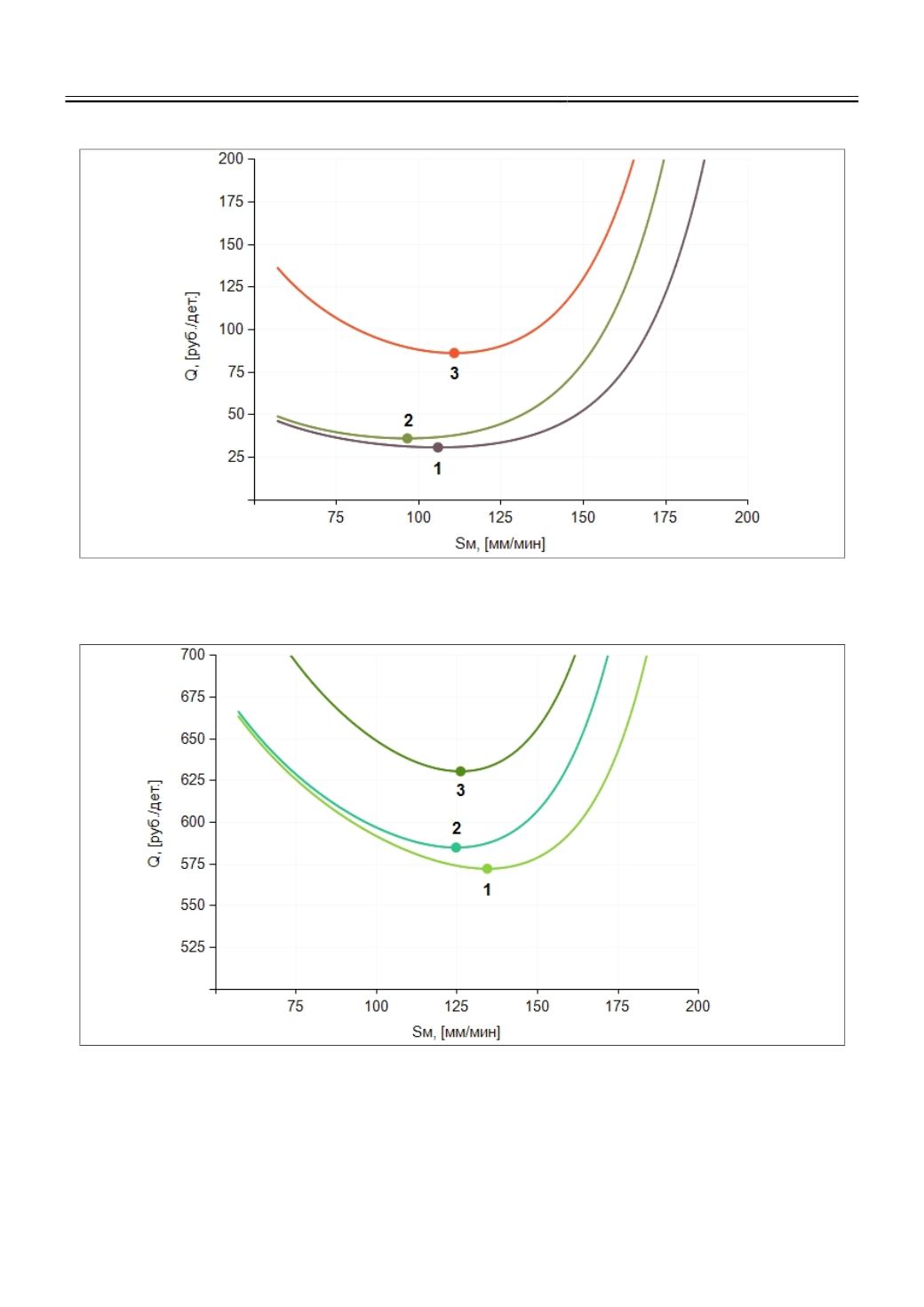
Рис. 2.
Экономические затраты процесса сверления и зависимости от режима обработки
вдоль линии
IIS
M
для различных условий и входных экономических параметров (см. табл. 1).
Коэффициент обрабатываемости материала
K
обр.
=1 (1Х18Н9Т), диаметр сверла
d
=4.2 мм.
Рис. 3.
Экономические и энергетические затраты процесса сверления и зависимости от
режима обработки вдоль линии
IIS
M
для различных условий и входных экономических
параметров (см. табл. 1). Коэффициент обрабатываемости материала
K
обр.
=1 (1Х18Н9Т),
диаметр сверла
d
=4.2 мм,
N
о.х.дв .=0.6 кВт,
N
з.о.
=2.2 кВт,
C
N
=2 руб./кВт-ч .
В Новосибирском государственном техническом университете на кафедре
теоретической и прикладной информатики совместно с кафедрой проектирования