
















 37 / 460
37 / 460

Актуальные проблемы в машиностроении. 2015. №2
Инновационные технологии
в машиностроении
____________________________________________________________________
37
Прессование трубчатых заготовок наружными зарядами
Известны способы прессования осесимметричных цилиндрических заготовок
контактным зарядом ВВ, например [6], по которому прессуемый материал помещают в
контейнер из металлической трубы. Заряд располагают концентрично вокруг заготовки и
инициируют детонатором из точки, лежащей на оси изделия. Защитные пробки
препятствуют проникновению продуктов взрыва внутрь прессуемого материала.
Недостатком этого способа является то, что трудно получить заготовку без внутренней
осевой полости или с равномерной плотностью по сечению, т.к. обычно образуются зоны
повышенной и пониженной плотности.
Наиболее близким по сути и достигаемому эффекту является способ взрывного
прессования изделий из порошка [7], по которому перед засыпкой порошка внутри
контейнера размещают упругую эластичную оболочку. Этот способ позволяет исключить
трещинообразование, т.е. несплошности изделий за счет квазистатического снятия
напряженного состояния при механическом удалении контейнера после взрывной обработки.
Однако эта схема нагружения создает генерацию косых ударных волн в порошке. Косые
волны, взаимодействуя на оси контейнера, очень часто приводят к образованию
трехволновой ударной конфигурации и, как следствие, образованию полостей в осевой части
контейнера. Таким образом, увеличение заряда ВВ или его бризантности с целью увеличения
плотности прессовки зачастую приводит к образованию неоднородности, что неприемлемо,
когда необходимо получить сплошной стержень. Избежать образования нерегулярного
режима отражения косых ударных волн возможно применением такой схемы нагружения,
когда давление прикладывается по всей боковой поверхности цилиндрического контейнера
одновременно [3] (рис.4). Эта же схема внешнего нагружения эффективно работает при
создании взрывом цилиндрической заготовки металл-порошок-металл.
На рис.5 представлен пример (фото) металлокерамических цилиндрических втулок-
изоляторов на основе порошков оксида алюминия и нитрида алюминия, изготовленных в
КТФ ИГиЛ СО РАН по схеме прессования трубчатых заготовок наружными зарядами ВВ.
Толщина керамического слоя - от 4 до 15 мм, диаметр наружный - от 20 до 400 мм.
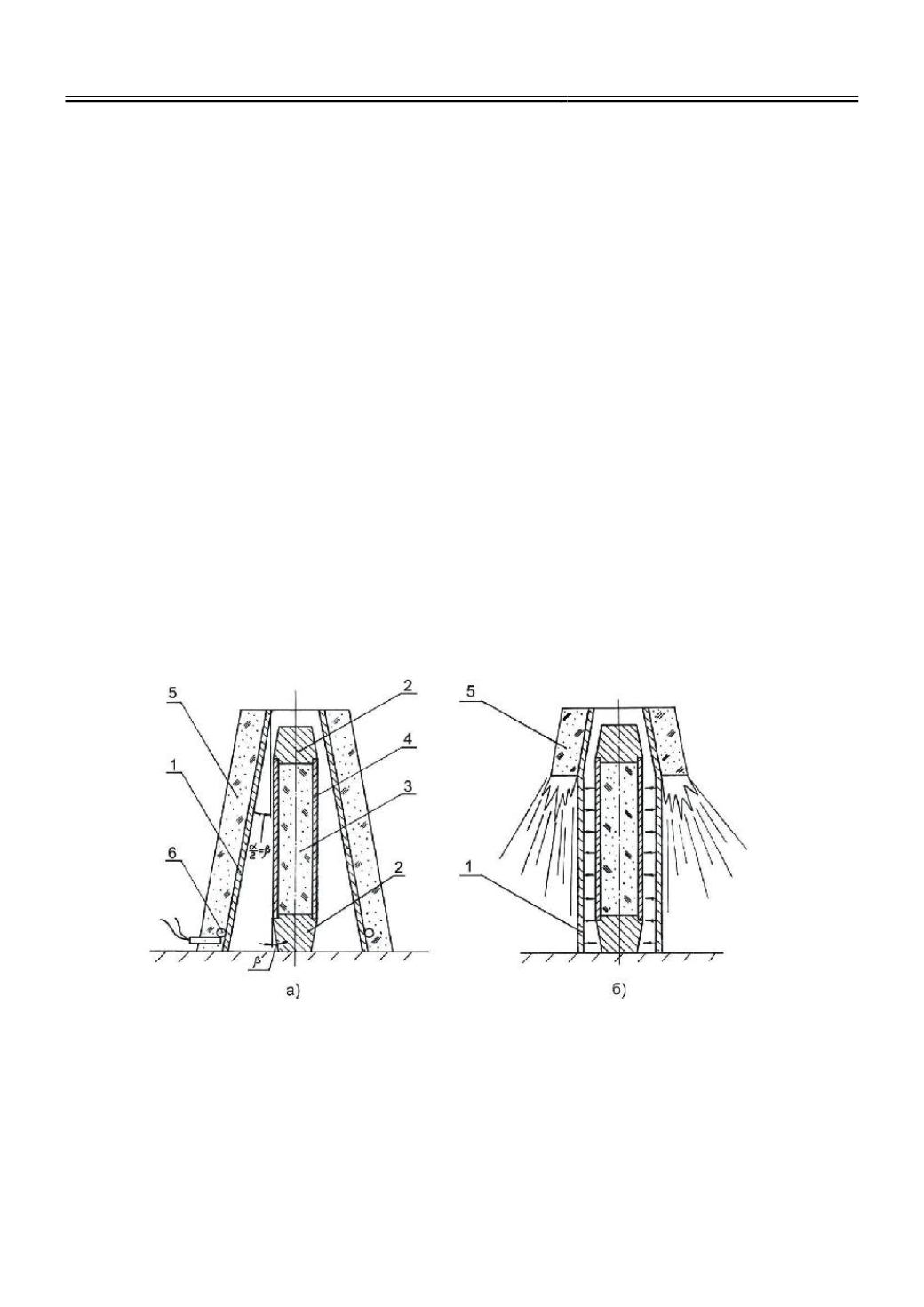
Рис. 4.
Схема прессования трубчатых заготовок наружными зарядами до нагружения
(а), в процессе нагружения (б)
1 – коническая оболочка; 2 – заглушка; 3 – обрабатываемый материал;
4 – контейнер; 5 – заряд ВВ; 6 – детонатор с детонирующим шнуром