
















 29 / 460
29 / 460

Актуальные проблемы в машиностроении. 2015. №2
Инновационные технологии
в машиностроении
____________________________________________________________________
29
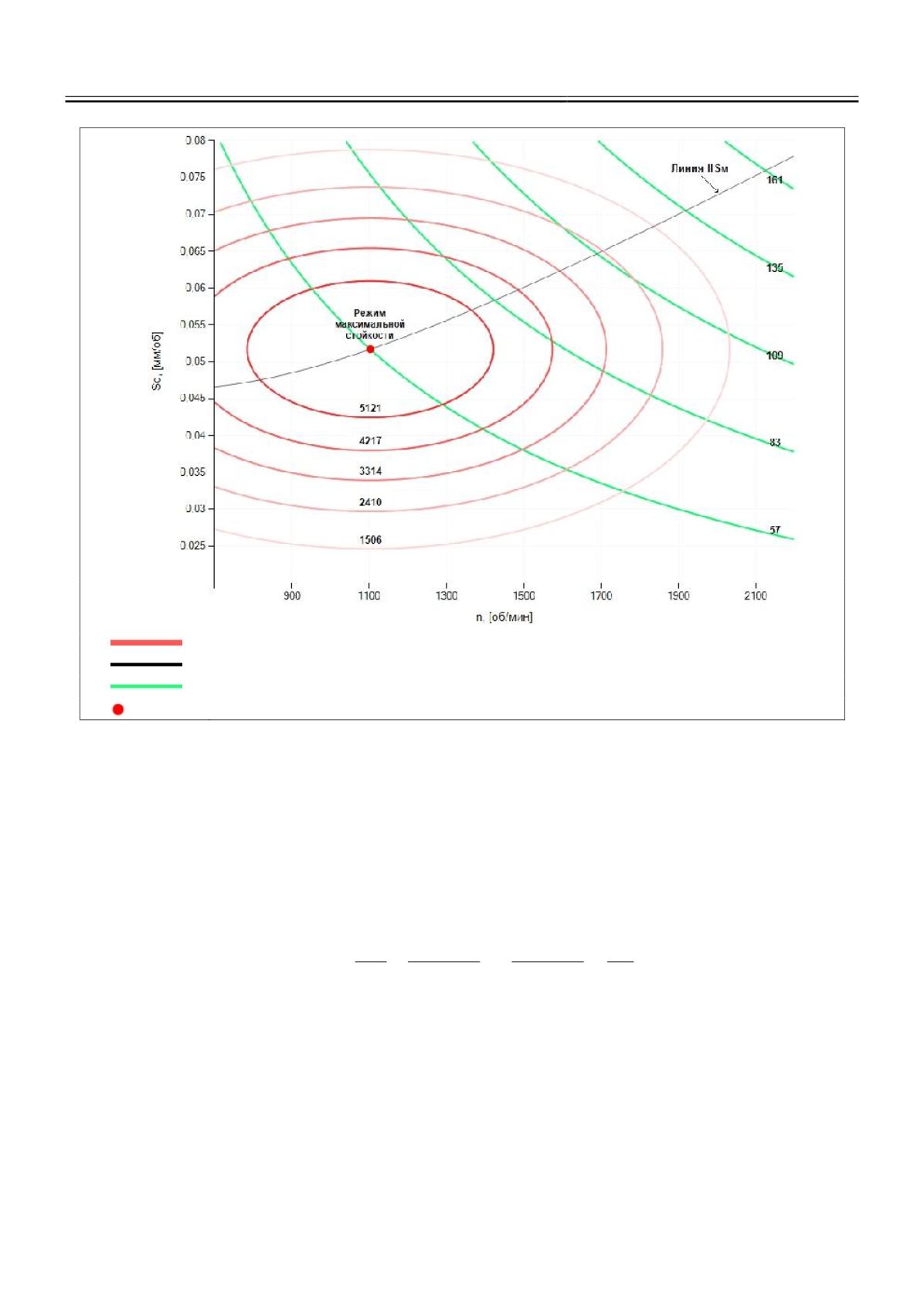
– линии равного уровня стойкости инструмента
L
, мм,
– кривая оптимальных режимов
IIS
M
,
– линии равных минутных подач
S
M
, мм,
– координата максимальной стойкости инструмента, (
n
,
S
0
), мм.
Рис. 1.
Картина стойкости экспоненциальной модели и минутных подач. Коэффициент
обрабатываемости материала
K
обр.
=1 (сталь 1Х18Н9Т), диаметр сверла
d
=4.2 мм.
Критерий оптимизации при сверлении по минимуму затрат
Оптимальные режимы обработки без энергетических затрат находят, решая уравнение
стойкости инструмента
L
совместно с уравнением экономических затрат [2]
Критерий экономических затрат (переменные затраты, зависящие от режимов
резания) имеет вид (5).
0
0
0
1
0
0
0
0
,
,
,
,
,
p
u
c
з з
n
затраты стоимости сверла
затраты на сверление
и стоимости заточки
приходящиеся на одну деталь
C
L t L
L
Q n S C
C t
S n L n S L n S k
(5)
где
Q
1
– стоимость всех затрат, связанных с обработкой одной детали, руб./дет.;
L(n,S
0
) –
стойкость сверла до переточки, мм;
C
с
– зарплата и накладные расходы сверловщика,
руб./мин;
C
з
– зарплата и накладные расходы заточника, руб./мин;
C
св
– покупная стоимость
инструмента, руб.;
L
0
– суммарная длина отверстий одного и того же диаметра в изделии,
мм;
t
u
– время на замену инструмента, мин;
k
n
– количество переточек до полного износа
сверла;
t
з
– время на заточку сверла, мин.