
















 24 / 460
24 / 460

Actual Problems in Machine Building. 2015. N 2
Innovative Technologies
in Mechanical Engineering
____________________________________________________________________
24
вероятно, объясняется тем, что сила
Р
у
небольшая, а имеющие место электрохимические
процессы способствуют растворению микронеровностей. С повышением продольной подачи
происходит рост радиальной составляющей силы
Р
у
,
снижается доля электрохимического
растворения, вследствие чего происходит повышение шероховатости до
0,13 мкм
.
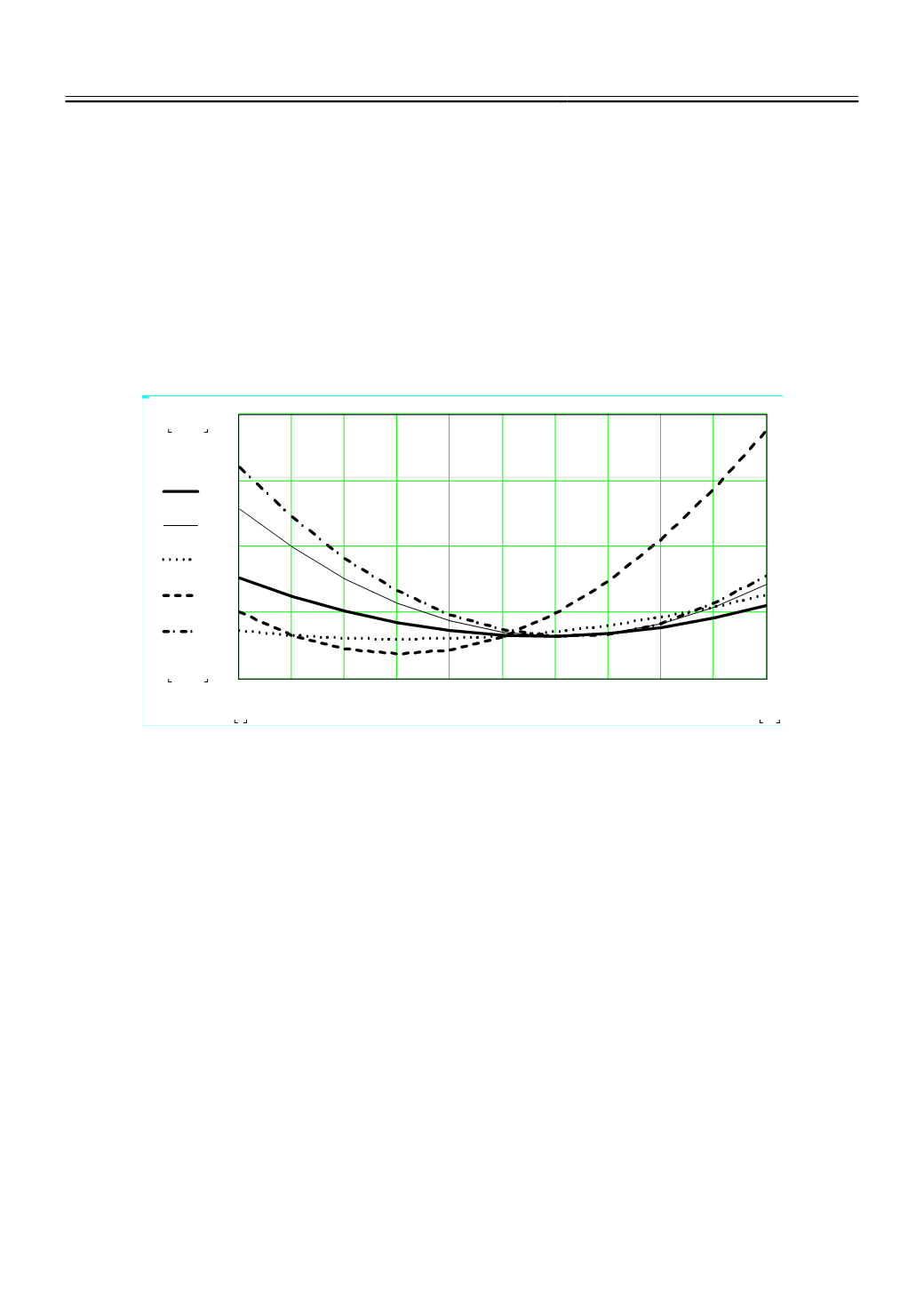
Результаты и обсуждение
На рис. 6 представлена графическая зависимость шероховатости обработанной
поверхности от технологических режимов обработки. Данная зависимость была построена
по полученной в результате экспериментальных исследований математической модели:
R
a
= 0,06 + 4,91×10
-3
i
пр
– 0,02V + 0,08i
тр
V + 0,23tV + 0,78SV + 0,01i
пр
2
+
0,05i
тр
2
+ 8,89×10
-3
t
2
+ 0,02S
2
+ 0,05V
2
(1)
0
1
2
3
4
5
6
7
8
9
10
0
0.1
0.2
0.3
0.4
0.378
0.037
Ra_pr
i
Ra_tr
i
Ra_t
i
Ra_S
i
Ra_V
i
10
0
i
Рис.6.
Графическая зависимость шероховатости обработанной поверхности
от режимов обработки
Для построения обобщённой зависимости, для каждого отдельно взятого графика был
использован коэффициент: для
Ra_pr = 0,04; Ra_tr = 1; Ra_t = 0,004; Ra_S = 0,3; Ra_V = 6
.
Координаты экстремальных точек следующие:
Ra_pr = 0,064; Ra_tr = 0,064; Ra_t =
0,059; Ra_S = 0,037; Ra_V = 0,064
.
Выводы
Варьируя различными технологическими параметрами процесса электрохимического
шлифования быстрорежущих сталей алмазными кругами на металлической связке
,
а также
исходя из условий минимального значения шероховатости, в пределах
R
a
= 0,05…0,072 мкм
,
оптимальными следует считать следующие режимы:
i
пр
= 0,25 А/см
2
; i
тр
= 6,25 А/см
2
; V = 35
м/с; t = 0,01…0,02 мм/дв.ход; S = 0,5…1,5 м/мин
. Шлифование в обычных условиях, кругами
с данными характеристиками позволяет получить шероховатость обработанной поверхности
в пределах
R
a
= 0,5…0,16 мкм
.
Следует отметить, что уровень и характер зависимостей при обработке других сталей
(9ХС и У7)
аналогичен.