
















 166 / 460
166 / 460

Actual Problems in Machine Building. 2015. N 2
Innovative Technologies
in Mechanical Engineering
____________________________________________________________________
166
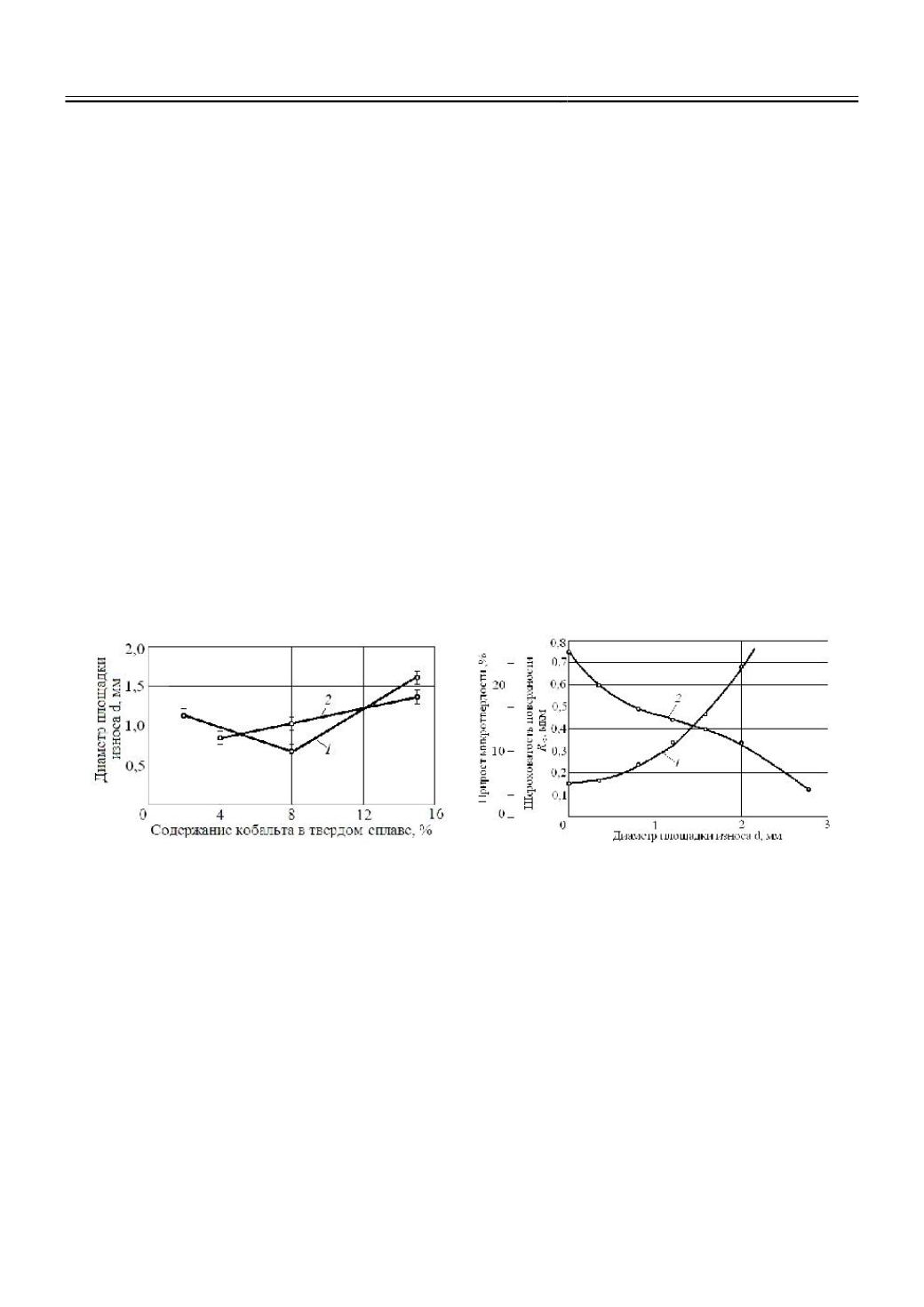
Эксплуатационные свойства металлокерамических твердых сплавов существенно
зависят от процентного содержания связки и размеров зерен карбидной фазы. На рис.4
приведена зависимость диаметра площадки износа от содержания кобальта для твердых
сплавов различной зернистости. Площадка износа мелкозернистого твердого сплава (кривая
2) увеличивается с увеличением содержания кобальта почти по линейной зависимости. Для
среднезернистого твердого сплава (кривая 1) наблюдается минимум при содержании
кобальта 8 % по массе.
Исследования зависимостей шероховатости и микротвердости обработанной
поверхности от диаметра площадки износа инструмента показали (рис. 5), что с ростом
износа увеличиваются высотные показатели микрогеометрии и снижается степень
упрочнения, причем изменения этих показателей носят нелинейный характер. Если в
качестве критерия при назначении предельного диаметра площадки износа d принять
допустимую величину изменения шероховатости или степени упрочнения обрабатываемой
поверхности, то зависимости (см. рис. 5) позволяют установить размер d, до которого
целесообразно осуществлять процесс УЗО. А так как диаметр площадки износа является
производным от режимов УЗО и пути трения, то проведенные исследования позволяют
установить технологическую стойкость деформаторов при обработке различных групп
материалов. Например: при обработке закаленной стали ШХ15СГ (представителя
материалов третьей группы) с исходной микротвердостью 7800 МПа и шероховатостью
поверхности Ra 0,56 мкм необходимо получить поверхностный слой с Ra до 0,32 мкм.
Диаметр площадки износа деформатора из твердого сплава ВК8 в этом случае не должен
превышать значения 1,2 мм (кривая 1, рис.5), что соответствует при выбранных режимах
УЗО пути трения 3600 м или технологической стойкости инструмента 70…75 мин.
Рис. 4.
Влияние содержания кобальта в твердых
сплавах группы ВК на износ инструмента:
Рис. 5.
Влияние износа деформатора (ВК8) на
качество поверхностного слоя обрабатываемой
детали (ШХ15СГ):
1 – среднезернистый сплав;
2 – мелкозернистый сплав
1 – шероховатость поверхности;
2 – прирост микротвердости
Выводы
Проведенные комплексные исследования влияния материалов обрабатываемых
деталей и деформаторов, а также режимов УЗО на износ инструмента и формируемое им
качество поверхностного слоя позволяют сделать следующие выводы:
1. Испытанные материалы деформаторов при УЗО по износостойкости
располагаются в следующей последовательности: ВК8, ВК4М, ВК8М, ВК2, Т15К6, ВК60М,
ВК15, Т30К4, Р18, Р6М5, ШХ15.
2. Стойкость деформаторов из стали ШХ15 позволяет обрабатывать ультразвуковым
инструментом материалы с микротвердостью до 3000 МПа. Для УЗО материалов с